El proceso de fundición a presión es una tecnología de fabricación estándar común en todas las industrias. Este proceso de fundición a presión puede variar en diferentes métodos y tecnología dependiendo de la forma y estructura compleja.
Esta guía ofrece una breve introducción a los procesos de fundición a presión, sus tipos, aplicaciones y ventajas e inconvenientes.
¿Qué es la fundición a presión?
La fundición a presión es un tipo de fundición de metales que consiste en inyectar metal fundido en la cavidad de un molde a alta presión. Los fabricantes de herramientas de precisión mecanizan dos matrices de acero endurecido —la mitad de la matriz de cubierta (fija) y la mitad de la matriz de expulsión (móvil)— que funcionan de manera similar a un molde de inyección para formar la cavidad del molde a lo largo de una línea de separación. Los metales no ferrosos, como el zinc, el cobre, el aluminio, el magnesio, el plomo, el peltre y las aleaciones a base de estaño, constituyen la mayor parte de las piezas de fundición a presión. Los fabricantes utilizan máquinas de cámara caliente o de cámara fría en función del punto de fusión y las propiedades químicas específicas de la aleación.
Proceso de fundición a presión
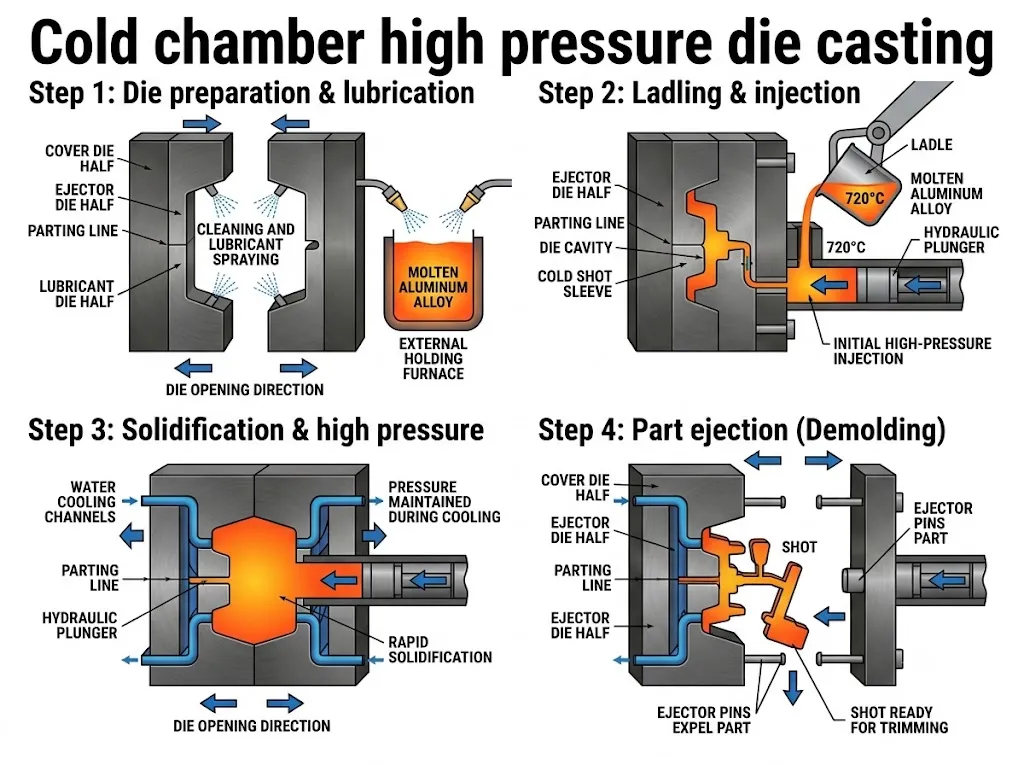
El proceso estándar de fundición a presión consta de cuatro pasos fundamentales para garantizar una alta precisión dimensional y un acabado superficial de gran calidad:
1. Preparación y lubricación del troquel: Antes de cada ciclo, se limpia la cavidad del molde y se rocía con un agente desmoldeante. La aplicación de lubricantes de alto rendimiento como AMINO: agente desmoldeante para fundición a presión Ayuda a regular la temperatura del molde, evita que el metal fundido se adhiera al troquel de acero y facilita el desmoldeo sin problemas y sin defectos superficiales.

2. Inyección y llenado rápido: El metal en bruto se funde en un horno de mantenimiento o en un crisol. Un émbolo hidráulico o neumático impulsa una dosis medida de metal fundido a través de un sistema de canales hacia la cavidad sellada del molde a alta presión, normalmente entre 10 y 175 MPa (1.500 a 25.400 psi). Esta inyección a alta velocidad llena rápidamente las secciones de paredes delgadas y de geometría compleja antes de que comience la solidificación, lo que evita discontinuidades superficiales o defectos de colada.
3. Solidificación y expulsión (desmoldeo): Se mantiene una alta presión sobre el metal líquido mientras este se enfría rápidamente y se solidifica dentro del molde refrigerado por agua. Una vez solidificado, las mitades del molde se separan. Impulsadas por una placa de expulsión, unas clavijas de expulsión uniformes situadas en la parte móvil del molde de expulsión empujan la pieza endurecida fuera de la cavidad para completar el proceso de desmoldeo.
4. Recorte y acabado: Tras el desmoldeo, las operaciones secundarias separan los residuos metálicos —como los canales de inyección, los conductos de distribución, las entradas y las rebabas— del componente útil. La máquina suele realizar este paso utilizando matrices especializadas de recorte o acabado. Se pueden aplicar procesos adicionales de mecanizado secundario, como el serrado, el rectificado, el taladrado y el pulido, para alcanzar las especificaciones dimensionales finales.
Por último, las piezas terminadas se someten a un control de calidad para verificar su integridad estructural y detectar defectos habituales de fundición, como la porosidad por contracción, las imperfecciones de solidificación o el atrapamiento de gas.
Tipos de proceso de fundición a presión
Los tipos de técnicas de fundición a presión varían en función de la inversión y los costes de producción. Cada empresa de fundición a presión emplea una gama diversa de técnicas de fundición a presión. En las siguientes secciones se analizarán los tipos de fundición a presión más populares.
El proceso de fundición a presión en cámara caliente
En un proceso de fundición a presión en cámara caliente (también conocido como máquina de cuello de cisne), el mecanismo de inyección se sumerge directamente en un baño de metal fundido dentro de un horno de mantenimiento acoplado. Al inicio del ciclo, el pistón se retrae, lo que permite que el metal líquido fluya hacia la cámara de cuello de cisne.
Un émbolo neumático o hidráulico extrae el metal del cuello de cisne y lo introduce a presión en la cavidad del troquel. Esta técnica permite alcanzar altas velocidades de producción (hasta 15 ciclos por minuto) y facilita la automatización. Sin embargo, su uso se limita a aleaciones de bajo punto de fusión —como el zinc, el estaño y el plomo—, ya que los metales de mayor punto de fusión, como el aluminio, corroerían y disolverían el émbolo de acero sumergido y los componentes del cuello de cisne.
Aplicación
La fundición a presión en cámara caliente es ideal para la fabricación en grandes volúmenes de componentes de precisión de tamaño pequeño a mediano, como cremalleras de zinc, engranajes, conectores electrónicos, tiradores de puertas de automóviles, carcasas de cerraduras y herrajes decorativos.
El proceso de fundición a presión en cámara fría
En el método de fundición a presión en cámara fría, el metal se funde en un horno independiente. Una cuchara automatizada o un operario transfiere una cantidad precisa de metal fundido a un cilindro de inyección no calentado. A continuación, un émbolo hidráulico o mecánico impulsa el metal a presión hacia la cavidad del molde.
Debido a la necesidad de verter, de forma manual o automática, el metal fundido en la cámara fría antes de cada inyección, los tiempos de ciclo son ligeramente más largos que en las máquinas de cámara caliente.
Las máquinas de fundición a presión en cámara fría están disponibles tanto en configuración vertical como horizontal. Las máquinas verticales suelen ser compactas, mientras que las horizontales constituyen el estándar del sector en diversas categorías de tonelaje.
Aplicación:
La fundición a presión en cámara fría mantiene el mecanismo de inyección separado de la masa fundida, lo que la convierte en el método preferido para aleaciones con puntos de fusión más elevados, como el aluminio, el magnesio y el cobre/latón. Entre sus aplicaciones más habituales se incluyen los bloques de motor de los vehículos, las cajas de cambio, las carcasas de aparatos electrónicos, las carcasas de herramientas eléctricas y los componentes estructurales de dispositivos portátiles.
El proceso de fundición a baja presión
Al igual que en la fundición a presión de alta presión, los operarios montan las mitades del molde en las placas fijas y móviles, pero la máquina está orientada verticalmente. Justo debajo de la placa fija se encuentra un horno de mantenimiento herméticamente sellado que contiene metal fundido.
Al aplicar una presión de aire baja (normalmente de hasta 1 bar o entre 20 y 100 kPa) al recipiente del horno, se empuja el metal fundido (por lo general, aluminio o magnesio) hacia arriba a través de un tubo ascendente vertical hasta la cámara del molde situada encima. Los moldes permanentes de acero son los más habituales, aunque también es posible utilizar moldes de arena en instalaciones especializadas de baja presión.
El flujo laminar ascendente llena la cavidad de abajo hacia arriba, contrarrestando la gravedad, lo que minimiza la turbulencia. Se mantiene la presión hasta que la pieza se solidifica, lo que permite una alimentación continua desde el tubo de subida para compensar la contracción volumétrica y evitar la formación de huecos internos.
Aplicación:
La industria de la automoción recurre en gran medida a la fundición a presión a baja presión para fabricar componentes estructurales de aluminio de alta resistencia, como llantas de vehículos, brazos de suspensión y piezas críticas del motor que requieren la máxima densidad y capacidad de tratamiento térmico.
El proceso de fundición a presión en vacío
La fundición a presión al vacío es una variante avanzada de la fundición a presión convencional de alta presión. Una bomba de vacío extrae el aire y los gases de la cavidad sellada del molde antes y durante la inyección. Esta técnica —también denominada fundición a presión asistida por vacío (VHPDC)— está diseñada específicamente para eliminar la porosidad gaseosa causada por el aire atrapado.
Al reducir drásticamente la porosidad interna, las piezas fabricadas mediante fundición a presión al vacío pueden someterse posteriormente a tratamientos térmicos y a procesos de soldadura sin que se formen ampollas en la superficie.
Aplicación:
La fundición a presión al vacío se utiliza ampliamente en sectores que exigen una elevada integridad estructural y estanqueidad a la presión, entre los que se incluyen las estructuras de chasis de automóviles, los componentes aeroespaciales, los equipos de defensa, los accesorios náuticos y los conjuntos industriales sometidos a cargas elevadas.
Proceso de fundición a presión
La fundición por compresión combina las ventajas de los procesos tradicionales de fundición y forja. El metal fundido se inyecta a baja velocidad en un molde abierto y se aplica una presión hidráulica ultraalta a medida que el molde se cierra y el metal se solidifica. Esto elimina toda la porosidad por gases y por contracción, lo que da como resultado unas propiedades mecánicas excepcionales y estructuras de grano fino.
Aplicación
La fundición por extrusión tiene un gran éxito comercial en la fabricación de piezas de aluminio y magnesio de paredes gruesas y sometidas a grandes esfuerzos, entre las que se incluyen brazos de control para automóviles, pistones, llantas de aleación, proyectiles de mortero para uso militar y soportes para aplicaciones pesadas.
El proceso de fundición a presión semisólida
La fundición de metal semisólido (SSM), o tixoconformado, es una variante de la fundición a presión de forma casi definitiva que procesa el metal en estado semisólido, entre sus temperaturas de liquidus y solidus. El proceso se basa en el comportamiento tixotrópico del fluido: la suspensión semisólida fluye como un líquido cuando se somete a cizallamiento durante la inyección, pero se espesa y se estabiliza cuando está en reposo.
Este llenado laminar y no turbulento evita la retención de aire, reduce el choque térmico en el molde y permite obtener piezas fundidas densas y de alta resistencia con una contracción mínima.
Aplicación
La fundición semisólida se utiliza para aplicaciones críticas de alta gama en aleaciones de aluminio, magnesio y cobre. Entre las piezas típicas se incluyen accesorios estructurales para el sector aeroespacial, carcasas de dispositivos médicos, componentes para el sector de la defensa, soportes de motor, colectores de aire y válvulas de contención de presión.
Fundición por gravedad frente a fundición a presión
Tanto la fundición por gravedad (GDC) como la fundición a presión (PDC) utilizan moldes metálicos reutilizables (matrices) para dar forma a aleaciones no ferrosas como el aluminio, el zinc, el magnesio y el cobre. La principal diferencia radica en la forma en que el metal fundido entra y llena la cavidad del molde.
En la fundición por gravedad, el metal fundido se vierte desde arriba (mediante cucharas de colada) y llena el molde únicamente por la fuerza de la gravedad, de abajo hacia arriba. En la fundición a presión, un émbolo impulsa el metal fundido hacia la cavidad bajo una presión hidráulica extrema (entre 1.500 y 25.400 psi) y mantiene dicha presión hasta que se completa la solidificación, lo que permite tiempos de ciclo más rápidos y la fabricación de piezas con paredes más finas.