Em todo processo de engenharia, os defeitos de fundição ocorrem com frequência. Qualquer abordagem tem certas limitações que resultam em falhas. É possível obter uma fundição sem defeitos por meio de projeto e moldagem adequados, mas as regras de controle e a intervenção humana causam a maioria das falhas. Podemos reduzir as falhas de fundição com a ajuda certa no trabalho.
Em geral, um bom produto de fundição terá algumas falhas. Portanto, o negócio de fundição está trabalhando para reduzir essas falhas. Técnicas de teste não destrutivas, como ultrassom, radiografia, partículas magnéticas, penetração de matriz e outras, podem detectar essas falhas de fundição. Hoje, daremos uma olhada em várias falhas típicas de fundição, suas causas e como corrigi-las.
Tipos de defeitos de fundição
Uma variedade de fatores pode causar muitos tipos de falhas. Algumas das soluções para um tipo de falha podem criar um tipo diferente de problema. Esta seção ilustrará os tipos mais comuns de defeitos de fundição encontrados nos processos de fundição de metal.

Defeitos de fundição por encolhimento
A contração por solidificação ocorre quando o metal passa de líquido para sólido, enquanto a contração térmica ocorre quando ele esfria até a temperatura ambiente. Consequentemente, o estudo inclui tolerâncias de retração no projeto de componentes fundidos para garantir que eles atinjam as dimensões necessárias.
Por exemplo, o aço fundido encolhe a uma taxa de 14 polegadas por pé, resultando em peças fundidas de aparência áspera. As tolerâncias de retração para diferentes metais são conhecidas, e um projetista de moldes especializado levará em conta a retração ao construir um molde.
O encolhimento também pode contribuir para problemas em produtos fundidos, como falhas e vazamentos. Às vezes, você pode ver essas falhas na superfície do fundido e identificá-las visualmente por meio de penetrantes de corante ou outros métodos não destrutivos. As falhas internas de fundição geralmente são difíceis de detectar e precisam de exames de raios X ou testes destrutivos. O termo \"falhas de encolhimento aberto e fechado\" refere-se aos dois tipos de problemas.
Defeito de fundição por contração aberta
Os tubos podem se desenvolver na superfície e se estender para o corpo da peça fundida se o metal esfriar e encolher sem líquido suficiente para preencher os orifícios. Da mesma forma, o estudo se refere às falhas de superfície como defeitos de caverna ou sumidouros que se estendem pela face. Ele expõe os defeitos ao ambiente em ambos os casos, e o ar substitui o metal fundido.
Nas últimas fases da solidificação, são comuns as rachaduras e os rasgos abrasivos. Você pode vê-las em torno de mudanças repentinas na concentração de tensão, como uma rede fina ligando duas porções pesadas. Elas também podem ocorrer em células de massa onde o calor se acumula e quando há um esboço preliminar parcial.
O canal de fundição, que é o canal pelo qual a máquina despeja o metal fundido em um molde, é a fonte mais frequente de contração. O metal leva mais tempo para se contrair e solidificar em determinados locais, como nas partes mais pesadas do molde, reduzindo a disponibilidade de material de alimentação e aumentando a probabilidade de contração, principalmente se o canal for muito estreito para a quantidade de fluxo. Um jito de tamanho correto conectado diretamente à seção pesada pode preencher o orifício de contração e fornecer o material de alimentação necessário para combater a contração à medida que a seção esfria. Além disso, a utilização de uma porta arredondada no canal de entrada em vez de uma porta plana ou quadrada pode diminuir a chance de desenvolvimento de falhas.
Defeitos de fundição por contração fechada
A porosidade é uma das falhas mais comuns em peças fundidas, e os defeitos são causados pelos gases presos no metal fundido e pela retração quando a peça fundida esfria. A forma mais frequente de porosidade é a porosidade de contração, normalmente visível na superfície de um componente fundido como pequenos orifícios ou fraturas. Embora esses orifícios pareçam esféricos, eles têm formato angular e provavelmente desenvolverão rachaduras internas ramificadas.
Esse encolhimento é particularmente comum em componentes espessos com vários ângulos quando o metal esfria e endurece em um padrão não uniforme. A porosidade pode ocorrer no interior da fundição sem aparecer na superfície da peça. Quando o metal solidificado envolve o metal líquido, o metal fundido não consegue preencher a parte de trás do líquido à medida que esfria e encolhe, resultando nesse defeito.
Prevenção
Usando um jito fino ou cônico, você pode borrifar o metal fundido em vez de despejá-lo na cavidade. Quando isso ocorre, partes da peça de trabalho começam a endurecer antes de preencher o molde. O fluxo de metal fundido na cavidade deve ser o mais consistente possível, e um jito central mais proeminente ou um arranjo de vários jitos pode ajudar nisso.
O processo utiliza risers para garantir material fundido suficiente para preencher as lacunas quando o componente se solidifica e encolhe. O tamanho das nervuras deve ser tal que elas sejam as últimas a congelar. Às vezes, adiciona-se isolamento para conseguir isso.

Porosidade do gás
O ar e os vapores presos podem causar porosidade na superfície ou no interior da fundição. Diferentemente da forma sólida, o metal fundido pode reter uma grande quantidade de gás dissolvido, resultando em porosidade de gás. Consequentemente, à medida que a substância esfria, surgem bolhas de gás. Durante o processo de fundição, a turbulência pode potencialmente introduzir gases. Essa falha surge quando o metal fundido é colocado no molde muito rapidamente.
A ventilação deficiente dos moldes e núcleos e a secagem insuficiente dos moldes e núcleos causam a porosidade do gás.
Furos de pinos
Fora da fundição ou abaixo da superfície do floco, o ferro grafite nodular ou compactado, o ferro fundido maleável e as fundições de aço fundido têm maior probabilidade de apresentar bolhas ou vazios.
Os orifícios podem se desenvolver em pequenos grupos ou em uma ampla região, danificando qualquer parte da fundição. Às vezes, eles não são aparentes até depois da usinagem, embora sejam sempre visíveis a olho nu.
Os pinholes podem aparecer como bolhas nodulares de metal nu ou bolhas com peles de grafite ou cavidades mais extensas de formato irregular seguidas de escórias ou oxidação.
Furos abertos
Esses espiráculos são visíveis na superfície do molde e são mais fáceis de detectar do que os espiráculos subterrâneos.
Prevenção
Antes do vazamento do líquido, um bom projeto de molde pode reduzir a porosidade do gás ou injetar nitrogênio na liga de alumínio. A hipping também pode ser usada para remover pequenas quantidades de porosidade do interior da peça fundida. Nessa técnica, o processo coloca a peça fundida em um forno de alta temperatura e a contém em um recipiente pressurizado. Posteriormente, a peça fundida é aquecida em um gás inerte, mais frequentemente argônio, para remover os componentes porosos por meio da aplicação de pressão isostática.
Para fundir metal no vácuo, em uma atmosfera com gases de baixa solubilidade ou sob um fluxo que iniba o contato com o ar, primeiro inclua excelentes técnicas de fluxo e fusão. Em segundo lugar, aumente a permeabilidade ao gás de areias mais grossas e de maior permeabilidade. Em seguida, o aumento da permeabilidade do molde e do núcleo permite que o ar e o gás escapem da cavidade do molde. Por fim, seque os moldes e os machos antes de usá-los, mantenha-os secos e reduza a temperatura do metal durante a fundição para aumentar o ritmo da solidificação.
Defeitos de fundição de metal
Durante o vazamento do metal no molde, podem ocorrer falhas. Uma falha de metal de vazamento se enquadra em uma das seguintes categorias. Erros de execução, fechamento a frio e inclusões são falhas comuns no metal de vazamento.

Fechamento a frio
Um fechamento a frio é um defeito de superfície que aparece como uma linha ou fratura na superfície da fundição com uma borda circular. Essa falha é aparente ao olho humano e faz com que o molde seja rejeitado, resultando em uma área fraca.
Os fluxos de metal fundido que entram no molde a partir de duas portas se encontrarão em uma junção. As baixas temperaturas na junção podem impedir a fusão, fazendo com que os fluxos endureçam antes de se fundirem, resultando em um fechamento a frio.
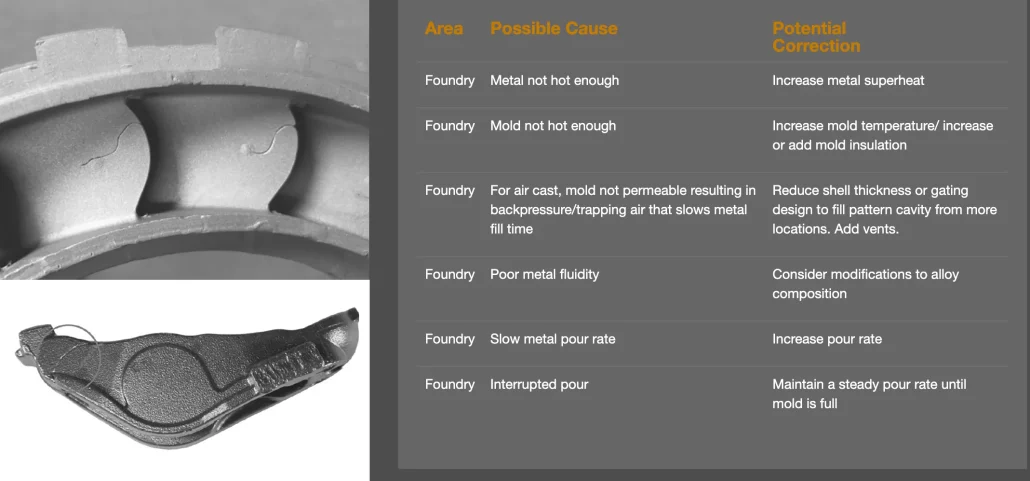
A falta de fluidez no metal derretido ou um sistema de passagem mal projetado é a causa mais comum de fechamento a frio. O método mais fácil de evitar fechamentos duros é tornar o metal fundido mais fluido. Você pode usar essa técnica de várias maneiras. Primeiro, otimize o mecanismo de passagem para reduzir os caminhos cruzados estreitos e manter os caminhos de fluxo curtos. Segundo, para evitar a solidificação prematura, aumente a temperatura de vazamento. Terceiro, aumente a permeabilidade ao gás do molde.
Erros de execução
Fechamentos a frio e erros de execução têm muito em comum. As falhas acontecem quando o metal líquido está frio demais para fluir até as bordas da cavidade do molde antes de congelar e endurecer. O metal líquido não preenche a câmara do molde. Os desvios são as partes do molde, e o molde não as preenche.
A solidificação prematura ocorre pelos mesmos motivos que o fechamento a frio. Verifique o projeto do molde, o projeto do sistema de passagem e a fluidez do metal fundido se você tiver erros de execução.
Tiros frios
Podem surgir glóbulos sólidos se um líquido respingar durante o derramamento. Esses glóbulos ficam presos na fundição quando congelam. O processo forma tiros frios como uma bola, uma gota ou uma pérola e se conecta apenas ao metal.
Considere a possibilidade de alterar os processos de derramamento para diminuir a turbulência e ajustar os projetos do sistema de gating para diminuir a velocidade do gate a fim de evitar respingos e cold shots.
Inclusão
Na superfície da fundição, você pode observar essas crostas metálicas irregulares. As crostas têm apenas alguns centímetros de espessura, mas são visíveis a olho nu. Bordas afiadas, formas irregulares e uma forte conexão com a fundição são características comuns.
As crostas e os rabos de rato estão intimamente ligados e geralmente ocorrem juntos. Esse processo geralmente remove as crostas para expor um rabo de rato. Quando o metal fundido contendo partículas de escória é injetado nas cavidades do molde e endurece, ocorre a inclusão da escória.
Você pode evitar a inclusão de escória com uma simples mudança. Antes de colocar o metal fundido na cavidade do molde, remova todas as partículas de escória.
Você pode remover a escória metálica tratando-a com fluxo em um vácuo ou em um ambiente inerte. Além disso, você pode fazer isso adicionando produtos químicos à mistura para induzir a escória a flutuar até o topo, onde será fácil detectá-la e removê-la antes do vazamento. Como alternativa, você pode usar uma concha especial que despeja o metal a partir do fundo. Por fim, pode ser vantajoso incluir um filtro de cerâmica no sistema de comportas.

Defeitos metalúrgicos de fundição
Esse tipo de falha de fundição é predominante nas técnicas de fundição de aço. Você encontrará principalmente dois tipos de falhas metalúrgicas.
Lágrimas quentes
As rachaduras aparecem como fissuras irregulares dispostas em um padrão de ramificação. Você pode notar que algumas rachaduras são aparentes sem ampliação, enquanto outras podem precisar dela. À medida que a peça fundida esfria perto da conclusão da solidificação, ocorrem disparos.
As rupturas a quente surgirão se o metal de formação não for forte o suficiente para suportar as tensões de tração durante a solidificação. O projeto deficiente do molde é a principal causa de rupturas quentes. Você pode resolver esses problemas com eficiência modificando o molde para aumentar a colapsabilidade.
Pontos difíceis
Os pontos quentes são áreas mais difíceis do que o restante da região. Essa situação ocorre porque elas esfriaram mais rapidamente do que o material ao redor. As áreas duras podem obstruir a usinagem e levar a um maior desgaste da ferramenta.
Os pontos quentes são uma consequência direta do resfriamento insuficiente. Se os pontos quentes forem uma preocupação para você, há duas opções. A primeira e mais importante é ajustar a técnica de resfriamento. Em segundo lugar, considere a possibilidade de alterar a composição química do metal.