O processo de fundição sob pressão é uma tecnologia de fabricação padrão comum em todos os setores. Esse processo de fundição sob pressão pode variar em diferentes métodos e tecnologias, dependendo da forma e da estrutura complexas.
Este guia apresentará uma breve visão geral dos processos de fundição sob pressão, seus tipos, aplicações e vantagens e desvantagens.
O que é fundição sob pressão?
A fundição sob pressão é um tipo de fundição de metal que envolve a injeção de metal fundido na câmara do molde sob alta pressão. Os fabricantes de ferramentas de precisão usinam duas matrizes de aço temperado — a metade da matriz de cobertura (fixa) e a metade da matriz ejetora (móvel) — que funcionam de maneira semelhante a um molde de injeção para formar a cavidade do molde ao longo de uma linha de divisão. Metais não ferrosos, como zinco, cobre, alumínio, magnésio, chumbo, peltre e ligas à base de estanho, constituem a maior parte das peças fundidas por injeção. Os fabricantes utilizam máquinas de câmara quente ou de câmara fria, dependendo do ponto de fusão e das propriedades químicas específicas da liga.
Processo de fundição sob pressão
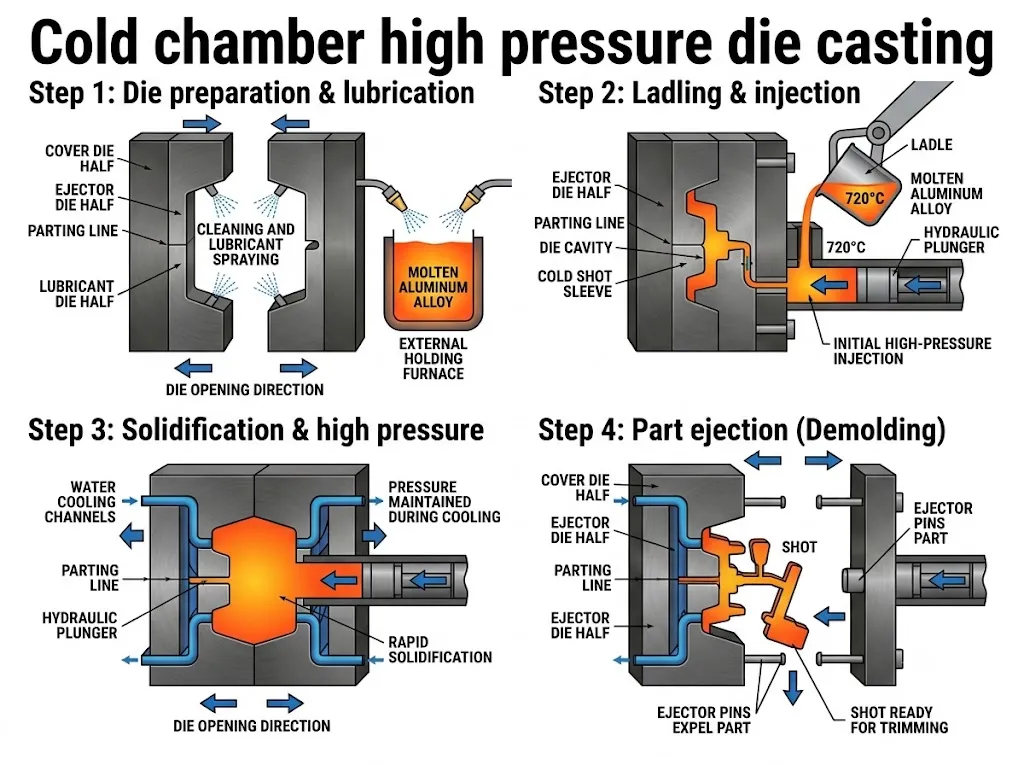
O processo padrão de fundição sob pressão consiste em quatro etapas fundamentais para garantir alta precisão dimensional e acabamento superficial de alta qualidade:
1. Preparação e lubrificação da matriz: Antes de cada ciclo, a cavidade do molde é limpa e pulverizada com um agente desmoldante. A aplicação de lubrificantes de alto desempenho, como AMINO – Agente desmoldante para fundição sob pressão ajuda a regular a temperatura do molde, evita que o metal fundido grude na matriz de aço e facilita a desmoldagem sem problemas e sem defeitos superficiais.

2. Injeção e enchimento rápido: O metal bruto é fundido em um forno de manutenção ou cadinho. Um êmbolo hidráulico ou pneumático injeta uma dose medida de metal fundido, por meio de um sistema de canais, na cavidade selada do molde a alta pressão, normalmente entre 10 e 175 MPa (1.500 a 25.400 psi). Essa injeção em alta velocidade preenche rapidamente seções de paredes finas e complexas antes que a solidificação comece, evitando descontinuidades superficiais ou imperfeições na injeção.
3. Solidificação e ejeção (desmoldagem): É mantida alta pressão sobre o metal líquido à medida que ele esfria rapidamente e se solidifica dentro da matriz resfriada a água. Uma vez solidificado, as metades da matriz se separam. Impulsionados por uma placa ejetora, pinos ejetores uniformes na matriz ejetora móvel empurram a peça endurecida para fora da cavidade, concluindo o processo de desmoldagem.
4. Corte e acabamento: Após a desmoldagem, as operações secundárias separam os resíduos metálicos — como canais de alimentação, canais de distribuição, pontos de injeção e rebarbas — do componente útil. A máquina normalmente realiza essa etapa utilizando matrizes especializadas de corte ou acabamento. Processos adicionais de usinagem secundária, incluindo serragem, retificação, perfuração e polimento, podem ser aplicados para atingir as especificações dimensionais finais.
Por fim, as peças concluídas passam por uma inspeção de qualidade para verificar a integridade estrutural e detectar defeitos comuns de fundição, como porosidade de contração, falhas de fusão ou inclusão de gás.
Tipos de processo de fundição sob pressão
Os tipos de técnicas de fundição sob pressão variam de acordo com o investimento e os custos de produção. Toda empresa de fundição sob pressão emprega uma gama diversificada de técnicas de fundição sob pressão. Os tipos mais populares de fundição sob pressão serão discutidos nas seções a seguir.
O processo de fundição sob pressão em câmara quente
Em um processo de fundição por injeção em câmara quente (também conhecido como máquina tipo “pescoço de ganso”), o mecanismo de injeção é submerso diretamente em uma poça de metal fundido dentro de um forno de retenção acoplado. No início do ciclo, o pistão se retrai, permitindo que o metal líquido flua para dentro da câmara tipo “pescoço de ganso”.
Um êmbolo pneumático ou hidráulico extrai o metal do pescoço de ganso e o força para dentro da cavidade da matriz. Essa técnica proporciona altas velocidades de produção (até 15 ciclos por minuto) e facilita a automação. No entanto, ela se restringe a ligas de baixo ponto de fusão — como zinco, estanho e chumbo —, pois metais de ponto de fusão mais alto, como o alumínio, corroeriam e dissolveriam o êmbolo de aço submerso e os componentes do pescoço de ganso.
Aplicativo
A fundição sob pressão em câmara quente é ideal para a fabricação em grande volume de componentes de precisão de pequeno a médio porte, incluindo zíperes de zinco, engrenagens, conectores eletrônicos, maçanetas automotivas, caixas de fechadura e ferragens decorativas.
O processo de fundição sob pressão em câmara fria
No método de fundição por injeção em câmara fria, o metal é fundido em um forno independente. Uma concha automatizada ou um operador transfere uma quantidade precisa de metal fundido para uma manga de injeção (cilindro de injeção) não aquecida. Em seguida, um êmbolo hidráulico ou mecânico injeta o metal sob pressão na cavidade do molde.
Devido à necessidade de despejar manualmente ou automaticamente o metal fundido na câmara fria antes de cada injeção, os tempos de ciclo são ligeiramente mais longos do que nas máquinas de câmara quente.
As máquinas de fundição sob pressão em câmara fria estão disponíveis tanto na configuração vertical quanto na horizontal. As máquinas verticais são normalmente compactas, enquanto as horizontais representam o padrão do setor em várias faixas de tonelagem.
Aplicativo:
A fundição sob pressão em câmara fria mantém o mecanismo de injeção separado da massa fundida, tornando-a o método preferido para ligas com pontos de fusão mais elevados — como alumínio, magnésio e cobre/latão. As aplicações típicas incluem blocos de motor automotivo, caixas de transmissão, invólucros de equipamentos eletrônicos, carcaças de ferramentas elétricas e componentes estruturais para aparelhos portáteis.
O processo de fundição sob pressão de baixa pressão
Assim como na fundição sob alta pressão, os operadores montam as metades do molde em placas fixas e móveis, mas a máquina está orientada verticalmente. Um forno de retenção hermeticamente fechado, contendo metal fundido, está situado diretamente abaixo da placa fixa.
A aplicação de baixa pressão de ar (normalmente até 1 bar ou 20–100 kPa) no recipiente do forno força o metal fundido (geralmente alumínio ou magnésio) a subir por um tubo ascendente vertical até a câmara do molde, localizada acima. Matrizes permanentes de aço são as mais comuns, embora moldes de areia também sejam viáveis em configurações especializadas de baixa pressão.
O fluxo laminar ascendente preenche a cavidade de baixo para cima, contrariando a gravidade, minimizando a turbulência. A pressão é mantida até que a peça se solidifique, permitindo a alimentação contínua a partir do tubo de alimentação para compensar a contração volumétrica e evitar vazios internos.
Aplicativo:
A indústria automotiva depende fortemente da fundição sob baixa pressão para fabricar componentes estruturais de alumínio de alta resistência, como rodas de veículos, braços de suspensão e peças essenciais do motor que exigem densidade máxima e capacidade de tratamento térmico.
O processo de fundição a vácuo
A fundição sob vácuo é uma variante avançada da fundição sob alta pressão convencional. Uma bomba de vácuo retira o ar e os gases da cavidade selada do molde antes e durante a injeção. Essa técnica — também chamada de fundição sob pressão assistida a vácuo (VHPDC) — foi projetada especificamente para eliminar a porosidade causada pelo ar preso.
Ao reduzir drasticamente a porosidade interna, as peças produzidas por fundição sob vácuo podem ser submetidas a tratamentos térmicos e soldagem posteriores sem que ocorram bolhas na superfície.
Aplicativo:
A fundição sob vácuo é amplamente utilizada em setores que exigem alta integridade estrutural e estanqueidade à pressão, incluindo estruturas de chassis automotivos, componentes aeroespaciais, equipamentos de defesa, equipamentos náuticos e conjuntos industriais sujeitos a altas cargas.
Processo de fundição sob pressão
A fundição por compressão combina as vantagens dos processos tradicionais de fundição e forjamento. O metal fundido é injetado em baixa velocidade em uma matriz aberta, e uma pressão hidráulica ultra-alta é aplicada à medida que a matriz se fecha e o metal se solidifica. Isso elimina toda a porosidade causada por gases e por retração, resultando em propriedades mecânicas excepcionais e estruturas de grão fino.
Aplicativo
A fundição por extrusão é um processo comercialmente bem-sucedido na fabricação de peças de alumínio e magnésio de paredes espessas e sujeitas a altas tensões, incluindo braços de suspensão automotivos, pistões, rodas de liga leve, projéteis de morteiro militares e suportes para serviços pesados.
O processo de fundição sob pressão semissólida
A fundição de metal semissólido (SSM), ou tixomoldagem, é uma variante da fundição sob pressão que permite a obtenção de peças com formato próximo ao final, na qual o metal é processado em estado semissólido, entre suas temperaturas de liquidus e solidus. O processo se baseia no comportamento tixotrópico do fluido: a pasta semissólida flui como um líquido quando submetida a cisalhamento durante a injeção, mas se espessa e se estabiliza quando em repouso.
Esse preenchimento laminar e não turbulento evita o aprisionamento de ar, reduz o choque térmico na matriz e produz peças fundidas densas e de alta resistência, com encolhimento mínimo.
Aplicativo
A fundição semissólida é indicada para aplicações críticas de alta tecnologia em ligas de alumínio, magnésio e cobre. Entre as peças típicas estão acessórios estruturais para o setor aeroespacial, carcaças de dispositivos médicos, componentes para o setor de defesa, suportes de motor, coletores de ar e válvulas de contenção de pressão.
Fundição por gravidade vs. fundição por pressão
Tanto a fundição por gravidade (GDC) quanto a fundição sob pressão (PDC) utilizam moldes metálicos reutilizáveis (matrizes) para moldar ligas não ferrosas, como alumínio, zinco, magnésio e cobre. A principal diferença reside na forma como o metal fundido entra e preenche a cavidade do molde.
Na fundição por gravidade, o metal fundido é vertido de cima (por meio de conchas) e preenche o molde exclusivamente sob a força da gravidade, de baixo para cima. Na fundição sob pressão, um êmbolo injeta o metal fundido na cavidade sob extrema pressão hidráulica (1.500 a 25.400 psi) e mantém essa pressão até que a solidificação esteja completa, permitindo tempos de ciclo mais rápidos e a produção de peças com paredes mais finas.