In ogni processo di ingegneria, i difetti di fusione sono un evento frequente. Qualsiasi approccio presenta alcune limitazioni che causano difetti. È possibile ottenere un getto privo di difetti grazie a una progettazione e a una formatura adeguate, ma le regole di controllo e l'intervento umano sono la causa della maggior parte dei difetti. Possiamo ridurre i difetti di colata con il giusto aiuto sul lavoro.
In generale, un buon prodotto di fusione presenta alcuni difetti. Pertanto, le fonderie lavorano per ridurre questi difetti. Le tecniche di controllo non distruttive, come gli ultrasuoni, la radiografia, le particelle magnetiche, la penetrazione della matrice e altre, possono rilevare questi difetti di fusione. Oggi analizzeremo alcuni difetti tipici della fusione, le loro cause e come risolverli.
Tipi di difetti di fusione
Una varietà di fattori può causare molti tipi di difetti. Alcuni dei rimedi a un tipo di difetto possono creare un altro tipo di problema. Questa sezione illustra i tipi più comuni di difetti di fusione riscontrati nei processi di fusione dei metalli.

Difetti di colata da ritiro
Il ritiro di solidificazione si verifica quando il metallo passa da liquido a solido, mentre la contrazione termica si verifica quando si raffredda a temperatura ambiente. Di conseguenza, lo studio include delle tolleranze di ritiro nella progettazione dei componenti fusi per garantire che raggiungano le dimensioni richieste.
Ad esempio, l'acciaio fuso si ritira a un tasso di 14 pollici per piede, dando luogo a fusioni dall'aspetto grezzo. Le tolleranze di ritiro per i diversi metalli sono note e un progettista di stampi esperto terrà conto del ritiro durante la costruzione di uno stampo.
Il ritiro può anche contribuire a creare problemi nei prodotti fusi, come cedimenti e perdite. A volte questi difetti sono visibili sulla superficie della colata e possono essere identificati visivamente mediante coloranti penetranti o altri metodi non distruttivi. I difetti interni alla colata sono spesso difficili da individuare e richiedono un esame a raggi X o un test distruttivo. Il termine "difetti di ritiro aperti e chiusi" si riferisce a entrambi i tipi di problemi.
Difetto di colata da ritiro aperto
I tubi possono svilupparsi in superficie ed estendersi nel corpo della colata se il metallo si raffredda e si ritira senza che il liquido sia sufficiente a riempire i fori. Allo stesso modo, lo studio si riferisce ai difetti superficiali come difetti di grotta o di lavandino che si estendono sulla faccia. In entrambi i casi, i difetti vengono esposti all'ambiente e l'aria sostituisce il metallo fuso.
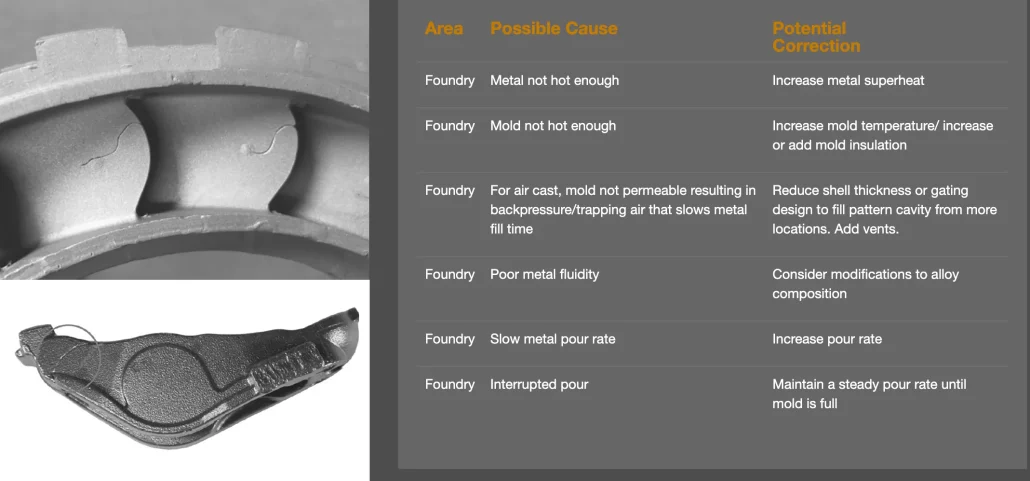
Nelle ultime fasi della solidificazione, le cricche e le lacerazioni sono comuni. Possono verificarsi in corrispondenza di improvvisi cambiamenti nella concentrazione delle sollecitazioni, come nel caso di un nastro sottile che collega due porzioni pesanti. Possono anche verificarsi nelle celle piene dove si accumula il calore e quando c'è un tiraggio preliminare parziale.
Il canale di colata, che è il canale attraverso il quale la macchina versa il metallo fuso in uno stampo, è la fonte più frequente di ritiro. Il metallo impiega più tempo a contrarsi e a solidificarsi in alcuni punti, come le parti più pesanti dello stampo, riducendo la disponibilità di materiale di alimentazione e aumentando la probabilità di ritiro, soprattutto se il canale di colata è troppo stretto per la quantità di flusso. Un canale di colata correttamente dimensionato, collegato direttamente alla sezione pesante, può riempire il foro di ritiro e fornire il materiale di alimentazione necessario per contrastare il ritiro durante il raffreddamento della sezione. Inoltre, l'utilizzo di una porta arrotondata sul canale di colata piuttosto che una porta piatta o quadrata può ridurre la possibilità di sviluppare difetti.
Difetti di fusione da ritiro chiuso
La porosità è uno dei difetti più comuni nelle fusioni e deriva dai gas intrappolati nel metallo fuso e dal ritiro quando la fusione si raffredda. La forma più frequente di porosità è la porosità da ritiro, tipicamente visibile sulla superficie di un componente fuso come piccoli fori o fratture. Sebbene questi fori sembrino sferici, hanno una forma angolare e possono sviluppare cricche interne ramificate.
Questo tipo di ritiro è particolarmente comune nei componenti spessi a più angoli, quando il metallo si raffredda e si indurisce in modo non uniforme. La porosità può verificarsi all'interno della colata senza essere visibile sulla superficie del pezzo. Quando il metallo solidificato circonda il metallo liquido, il metallo fuso non riesce a riempirsi dietro il liquido mentre si raffredda e si ritira, dando origine a questo difetto.
Prevenzione
Utilizzando una materozza sottile o affusolata, è possibile che il metallo fuso venga spruzzato anziché versato nella cavità. In questo caso, alcune parti del pezzo iniziano a indurirsi prima di riempire lo stampo. Il flusso di metallo fuso nella cavità deve essere il più costante possibile, e un canale di colata centrale più prominente o una disposizione di più canali di colata può aiutare in questo senso.
Il processo utilizza dei riser per garantire una quantità di materiale fuso sufficiente a riempire gli spazi vuoti quando il componente si solidifica e si restringe. Le dimensioni delle nervature devono essere tali da essere le ultime a congelare. A volte si aggiunge un isolante per raggiungere questo obiettivo.

Porosità del gas
L'aria e i vapori intrappolati possono causare porosità sulla superficie o all'interno della colata. A differenza della forma solida, il metallo fuso può trattenere una grande quantità di gas disciolti, con conseguente porosità gassosa. Di conseguenza, quando la sostanza si raffredda, si sviluppano bolle di gas. Durante il processo di fusione, la turbolenza può potenzialmente introdurre gas. Questo difetto si verifica quando il metallo fuso viene introdotto nello stampo troppo velocemente.
La scarsa ventilazione di stampi e anime e l'insufficiente asciugatura di stampi e anime causano la porosità del gas.
Fori di spillo
All'esterno della colata o al di sotto della superficie della scaglia, la ghisa nodulare o compattata, la ghisa malleabile e le fusioni in acciaio sono quelle che più facilmente presentano bolle o vuoti.
I fori di spillo possono svilupparsi in piccoli gruppi o in un'ampia regione, danneggiando qualsiasi parte della colata. A volte sono evidenti solo dopo la lavorazione, anche se sono sempre visibili a occhio nudo.
I fori di spillo possono apparire come bolle nodulari di metallo nudo o bolle con pelle di grafite o cavità più estese di forma irregolare seguite da scorie o ossidazione.
Fori aperti
Questi soffioni sono visibili sulla superficie della colata e sono più semplici da individuare rispetto ai soffioni sotterranei.
Prevenzione
Prima della colata di liquido, una buona progettazione dello stampo può ridurre la porosità del gas o iniettare azoto nella lega di alluminio. Si può anche ricorrere all'ippatura per rimuovere piccole quantità di porosità dall'interno della colata. In questa tecnica il getto viene posto in un forno ad alta temperatura e contenuto in un contenitore pressurizzato. La colata viene successivamente riscaldata in un gas inerte, più spesso argon, per rimuovere i componenti porosi applicando una pressione isostatica.
Per fondere il metallo nel vuoto, in un'atmosfera con gas a bassa solubilità o sotto un flusso che inibisce il contatto con l'aria, è necessario innanzitutto includere eccellenti tecniche di flussaggio e fusione. In secondo luogo, aumentare la permeabilità ai gas delle sabbie più grossolane e a maggiore permeabilità. Successivamente, l'aumento della permeabilità di stampi e anime consente all'aria e ai gas di uscire dalla cavità dello stampo. Infine, asciugare gli stampi e le anime prima di utilizzarli, mantenerli asciutti e ridurre la temperatura del metallo durante la colata per aumentare il ritmo di solidificazione.
Difetti di colata del metallo
Durante la colata del metallo nello stampo possono verificarsi dei difetti. I difetti di colata rientrano in una delle seguenti categorie. I difetti di colata più comuni sono gli errori di esecuzione, le chiusure a freddo e le inclusioni.

Chiusura a freddo
La chiusura a freddo è un difetto superficiale che si presenta come una linea o una frattura sulla superficie di colata con un bordo circolare. Questo difetto è evidente all'occhio umano e causa il rigetto del getto, risultando in un'area debole.
I flussi di metallo fuso che entrano nello stampo da due porte si incontrano in una giunzione. Le basse temperature alla giunzione possono impedire la fusione, causando l'indurimento dei flussi prima della fusione, con conseguente chiusura a freddo.
La mancanza di fluidità del metallo fuso o un sistema di chiusura mal progettato sono le cause più comuni di chiusura a freddo. Il metodo più semplice per evitare chiusure rigide consiste nel rendere più fluido il metallo fuso. Questa tecnica può essere applicata in vari modi. In primo luogo, ottimizzare il meccanismo di chiusura per ridurre i percorsi trasversali stretti e mantenere corti i percorsi di flusso. In secondo luogo, per evitare una solidificazione prematura, aumentare la temperatura di colata. In terzo luogo, aumentare la permeabilità ai gas dello stampo.
Disavventure
Le chiusure a freddo e gli errori di produzione hanno molto in comune. Gli errori di esecuzione si verificano quando il metallo liquido è troppo freddo per raggiungere i bordi della cavità dello stampo prima di congelarsi e indurirsi. Il metallo liquido non riempie la camera dello stampo. Gli errori di esecuzione sono le parti dello stampo e lo stampo non le riempie.
La solidificazione prematura si verifica per gli stessi motivi per cui si verifica la chiusura a freddo. Se si verificano errori di produzione, controllare il progetto dello stampo, il sistema di chiusura e la fluidità del metallo fuso.
Colpi di freddo
Se un liquido schizza durante la colata, possono formarsi dei globuli solidi. Questi globuli si incastrano nella colata quando si congelano. Il processo forma colpi freddi come una palla, una goccia o una perla e si collega solo al metallo.
Considerare la possibilità di modificare i processi di versamento per ridurre la turbolenza e di modificare i progetti dei sistemi di dosaggio per ridurre la velocità della porta per evitare schizzi e colpi freddi.
Inclusione
Sulla superficie della colata si possono osservare queste croste metalliche irregolari. Le croste hanno uno spessore di pochi centimetri, ma sono visibili a occhio nudo. I bordi taglienti, le forme irregolari e il forte legame con la colata sono caratteristiche comuni.
Le croste e le code di ratto sono strettamente collegate e spesso si presentano insieme. Questo processo di solito rimuove le croste per esporre la coda di topo. Quando il metallo fuso contenente particelle di scoria viene iniettato nelle cavità dello stampo e si indurisce, si verifica l'inclusione di scorie.
È possibile evitare l'inclusione di scorie con una semplice modifica. Prima di introdurre il metallo fuso nella cavità dello stampo, rimuovere le particelle di scoria.
È possibile rimuovere le scorie metalliche trattandole con un fondente sotto vuoto o in un ambiente inerte. Inoltre, è possibile aggiungere sostanze chimiche alla miscela per indurre le scorie a galleggiare in alto, dove sarà facile individuarle e rimuoverle prima del versamento. In alternativa, si può utilizzare un mestolo speciale che versa il metallo dal basso. Infine, può essere utile includere un filtro ceramico nel sistema di chiusura.

Difetti di fusione metallurgica
Questo tipo di difetto di fusione è prevalente nelle tecniche di fusione dell'acciaio. Nella maggior parte dei casi si incontrano due tipi di difetti metallurgici.
Lacrime calde
Le crepe si presentano come fessure irregolari disposte in modo ramificato. Si può notare che alcune crepe sono evidenti senza ingrandimento, mentre altre potrebbero richiederlo. Quando la colata si raffredda, verso la fine della solidificazione, si verificano degli scatti.
Le lacerazioni a caldo emergono se il metallo di formatura non è abbastanza resistente da sopportare le sollecitazioni di trazione durante la solidificazione. Una cattiva progettazione dello stampo è la causa principale delle lacerazioni a caldo. È possibile risolvere efficacemente questi problemi modificando lo stampo per migliorare la collassabilità.
Punti difficili
I punti caldi sono aree più difficili rispetto al resto della regione. Questa situazione è dovuta al fatto che si sono raffreddate più velocemente del materiale circostante. Le aree dure possono ostacolare la lavorazione e portare a una maggiore usura degli utensili.
I punti caldi sono una conseguenza diretta di un raffreddamento insufficiente. Se i punti caldi sono un problema per voi, ci sono due opzioni. Innanzitutto, modificare la tecnica di raffreddamento. In secondo luogo, considerare la possibilità di modificare la composizione chimica del metallo.