Dans tout processus d'ingénierie, les défauts de moulage sont fréquents. Toute approche présente certaines limites qui entraînent des défauts. Il est possible d'obtenir un moulage sans défaut grâce à une conception et à un moulage appropriés, mais les règles de contrôle et l'intervention humaine sont à l'origine de la plupart des défauts. Nous pouvons réduire les défauts de moulage avec l'aide adéquate sur le terrain.
En général, un bon produit de fonderie présente quelques défauts. C'est pourquoi les fonderies s'efforcent de réduire ces défauts. Les techniques de contrôle non destructif telles que les ultrasons, la radiographie, les particules magnétiques, la pénétration dans la matrice et d'autres peuvent détecter ces défauts de coulée. Aujourd'hui, nous allons examiner plusieurs défauts de fonderie typiques, leurs causes et la manière de les corriger.
Types de défauts de coulée
De nombreux facteurs peuvent être à l'origine de plusieurs types de défauts. Certains des remèdes apportés à un type de défaut peuvent créer un autre type de problème. Cette section illustre les types de défauts de coulée les plus courants rencontrés dans les processus de coulée des métaux.

Défauts de coulée dus au rétrécissement
Le retrait de solidification se produit lorsque le métal passe de l'état liquide à l'état solide, tandis que la contraction thermique se produit lorsqu'il refroidit jusqu'à la température ambiante. Par conséquent, l'étude inclut des tolérances de retrait dans la conception des pièces moulées afin de s'assurer qu'elles atteignent les dimensions requises.
Par exemple, l'acier moulé se rétracte à un taux de 14 pouces par pied, ce qui donne des pièces moulées d'apparence grossière. Les tolérances de retrait pour les différents métaux sont connues et un concepteur de moules expert tiendra compte du retrait lors de la construction d'un moule.
Le retrait peut également contribuer à des problèmes dans les produits coulés, tels que des défaillances et des fuites. Ces défauts peuvent parfois être visibles à la surface de la pièce moulée et être identifiés visuellement à l'aide de colorants pénétrants ou d'autres méthodes non destructives. Les défauts internes de la fonte sont souvent difficiles à détecter et nécessitent un examen aux rayons X ou des essais destructifs. Le terme "défauts de retrait ouverts et fermés" fait référence à ces deux types de problèmes.
Défaut de coulée par retrait ouvert
Des tuyaux peuvent apparaître à la surface et s'étendre dans le corps de la pièce si le métal se refroidit et se rétracte sans qu'il y ait suffisamment de liquide pour remplir les trous. De même, l'étude désigne les défauts de surface comme des défauts de cave ou des puits qui s'étendent sur la face. Dans les deux cas, les défauts sont exposés à l'environnement et l'air remplace le métal en fusion.
Dans les dernières phases de la solidification, les fissures et les déchirures par brûlure sont fréquentes. On peut les observer autour de changements soudains dans la concentration des contraintes, comme une fine bande reliant deux parties lourdes. Elles peuvent également se produire dans les cellules dodues où la chaleur s'accumule et lorsqu'il y a un avant-projet partiel.
La carotte de coulée, qui est le canal par lequel la machine verse le métal en fusion dans un moule, est la source la plus fréquente de retrait. Le métal met plus de temps à se contracter et à se solidifier à certains endroits, notamment dans les parties les plus lourdes du moule, ce qui réduit la disponibilité du matériau d'alimentation et augmente la probabilité de retrait, principalement si la carotte est trop étroite pour le volume de flux. Une tige de coulée correctement dimensionnée et reliée directement à la section lourde peut combler le trou de retrait et fournir le matériau d'alimentation nécessaire pour contrer le retrait lors du refroidissement de la section. En outre, l'utilisation d'une porte arrondie sur la carotte plutôt que d'une porte plate ou carrée peut réduire le risque d'apparition de défauts.
Défauts de coulée par retrait fermé
La porosité est l'un des défauts les plus courants dans les pièces moulées. Les défauts proviennent des gaz piégés dans le métal en fusion et de la contraction lorsque la pièce est refroidie. La forme la plus fréquente de porosité est la porosité de retrait, généralement visible à la surface d'un composant moulé sous la forme de minuscules trous ou fractures. Bien que ces trous semblent sphériques, ils ont une forme angulaire et sont susceptibles de développer des fissures ramifiées à l'intérieur.
Ce retrait est particulièrement fréquent dans les pièces épaisses à angles multiples, lorsque le métal se refroidit et durcit de manière non uniforme. Des porosités peuvent apparaître à l'intérieur de la pièce moulée sans se manifester à la surface. Lorsque le métal solidifié entoure le métal liquide, le métal en fusion ne peut pas se remplir derrière le liquide lorsqu'il refroidit et se rétracte, ce qui entraîne ce défaut.
La prévention
En utilisant une carotte fine ou conique, vous risquez de pulvériser le métal en fusion au lieu de le verser dans la cavité. Dans ce cas, certaines parties de la pièce commencent à durcir avant de remplir le moule. Le flux de métal en fusion dans la cavité doit être aussi régulier que possible, ce qui peut être facilité par une carotte centrale plus proéminente ou un agencement de carottes multiples.
Le processus utilise des élévateurs pour garantir qu'il y a suffisamment de matériau fondu pour combler les lacunes lorsque le composant se solidifie et se rétracte. La taille des nervures doit être telle qu'elles soient les dernières à geler. On ajoute parfois de l'isolant pour atteindre cet objectif.

Porosité du gaz
L'air et les vapeurs piégés peuvent provoquer des porosités à la surface ou à l'intérieur de la pièce coulée. Contrairement à la forme solide, le métal en fusion peut retenir une grande quantité de gaz dissous, ce qui entraîne une porosité gazeuse. Par conséquent, lorsque la substance se refroidit, des bulles de gaz se forment. Au cours du processus de coulée, les turbulences peuvent potentiellement introduire des gaz. Ce défaut survient lorsque le métal en fusion est introduit trop rapidement dans le moule.
Une mauvaise ventilation des moules et des noyaux et un séchage insuffisant des moules et des noyaux entraînent une porosité des gaz.
Trous d'épingle
À l'extérieur de la pièce coulée ou sous la surface de l'écaille, les pièces en fonte à graphite nodulaire ou compacté, en fonte malléable et en acier coulé sont les plus susceptibles de présenter des bulles ou des vides.
Les trous d'épingle peuvent se développer en petits groupes ou sur une large zone, endommageant n'importe quelle partie de la pièce moulée. Ils ne sont parfois apparents qu'après l'usinage, bien qu'ils soient toujours visibles à l'œil nu.
Les trous d'épingle peuvent se présenter sous la forme de bulles nodulaires de métal nu ou de bulles avec des peaux de graphite ou de cavités plus étendues de forme irrégulière suivies de scories ou d'oxydation.
Trous ouverts
Ces évents sont visibles à la surface de la fonte et sont plus faciles à repérer que les évents souterrains.
La prévention
Avant la coulée du liquide, une bonne conception du moule peut réduire la porosité des gaz ou injecter de l'azote dans l'alliage d'aluminium. Le hissage peut également être utilisé pour éliminer de minuscules quantités de porosité à l'intérieur de la pièce moulée. Le procédé consiste à placer la pièce moulée dans un four à haute température et à la contenir dans un récipient pressurisé. La pièce est ensuite chauffée dans un gaz inerte, le plus souvent de l'argon, afin d'éliminer les composants poreux en appliquant une pression isostatique.
Pour fondre du métal sous vide, dans une atmosphère contenant des gaz peu solubles ou sous un flux qui empêche le contact avec l'air, il faut d'abord mettre en œuvre d'excellentes techniques de fusion et de fluxage. Ensuite, il faut augmenter la perméabilité au gaz des sables plus grossiers et plus perméables. Ensuite, l'augmentation de la perméabilité des moules et des noyaux permet à l'air et au gaz de s'échapper de la cavité du moule. Enfin, il faut sécher les moules et les noyaux avant de les utiliser, les garder au sec et réduire la température du métal pendant la coulée afin d'accélérer le rythme de la solidification.
Coulée de métal défauts de coulée
Lors de la coulée du métal dans le moule, des défauts peuvent survenir. Un défaut de coulée du métal entre dans l'une des catégories suivantes. Les ratés, les fermetures à froid et les inclusions sont des défauts courants du métal coulé.

Fermeture à froid
Une fermeture à froid est un défaut de surface qui se présente sous la forme d'une ligne ou d'une fracture sur la surface de coulée avec un bord circulaire. Ce défaut est visible à l'œil nu et entraîne le rejet de la pièce coulée, ce qui crée une zone de faiblesse.
Les flux de métal en fusion entrant dans le moule par deux portes se rencontrent à un point de jonction. Les basses températures à la jonction peuvent entraver la fusion, entraînant le durcissement des flux avant la fusion, ce qui se traduit par une fermeture à froid.
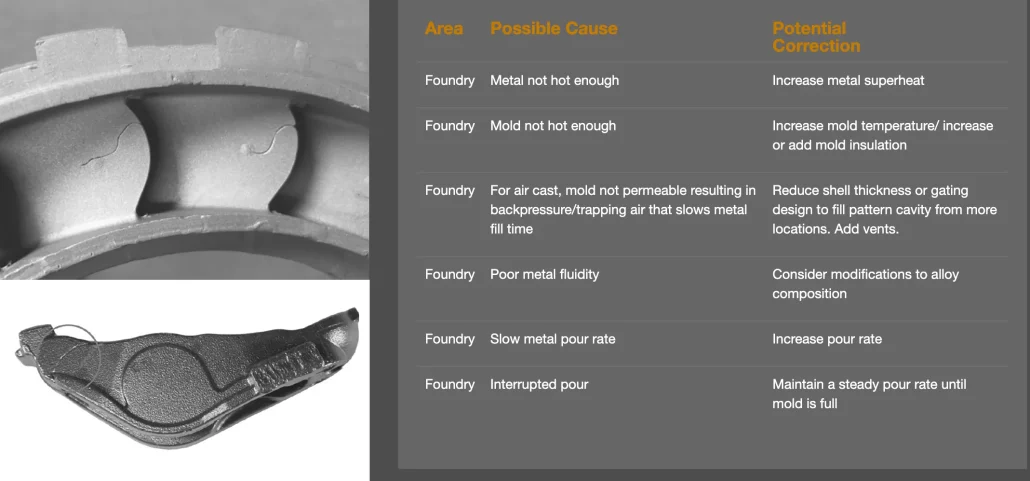
Un manque de fluidité dans le métal en fusion ou un système de fermeture mal conçu est la cause la plus fréquente de fermeture à froid. La méthode la plus simple pour éviter les fermetures à froid est de rendre le métal en fusion plus fluide. Cette technique peut être mise en œuvre de différentes manières. Tout d'abord, optimisez le mécanisme de fermeture afin de réduire les voies de passage étroites et de maintenir les voies d'écoulement courtes. Deuxièmement, pour éviter une solidification prématurée, augmentez la température de coulée. Troisièmement, augmentez la perméabilité au gaz du moule.
Faux pas
Les fermetures à froid et les ratés ont beaucoup en commun. Les ratés se produisent lorsque le métal liquide est trop froid pour s'écouler vers les bords de la cavité du moule avant de geler et de durcir. Le métal liquide ne remplit pas la chambre du moule. Les ratés sont les parties du moule, et le moule ne les remplit pas.
La solidification prématurée se produit pour les mêmes raisons que la fermeture à froid. En cas de ratés, vérifiez la conception du moule et du système de fermeture, ainsi que la fluidité du métal fondu.
Les coups de froid
Des globules solides peuvent se former si un liquide éclabousse pendant qu'il est versé. Ces globules sont pris dans la coulée lorsqu'ils gèlent. Le processus forme des plans froids comme une boule, une goutte ou une perle et ne se connecte qu'au métal.
Envisagez de modifier les processus de coulage pour réduire les turbulences et d'adapter la conception des systèmes d'éjection pour réduire la vitesse d'éjection afin d'éviter les éclaboussures et les coups de froid.
Inclusion
Sur la surface de coulée, vous pouvez observer ces croûtes métalliques inégales. Les croûtes ne font que quelques centimètres d'épaisseur, mais elles sont visibles à l'œil nu. Des arêtes vives, des formes irrégulières et un lien étroit avec la coulée sont des caractéristiques communes.
Les croûtes et les queues de rats sont étroitement liées et se rencontrent souvent ensemble. Ce processus élimine généralement les croûtes pour exposer une queue de rat. Lorsque le métal en fusion contenant des particules de laitier est injecté dans les cavités du moule et durcit, il y a inclusion de laitier.
Un simple changement permet d'éviter l'inclusion de scories. Avant d'introduire le métal en fusion dans la cavité du moule, retirez toutes les particules de scories.
Il est possible d'éliminer le laitier métallique en le traitant avec un fondant sous vide ou dans un environnement inerte. Vous pouvez également ajouter des produits chimiques au mélange pour faire flotter le laitier vers le haut, où il sera facile de le détecter et de l'enlever avant de le verser. Vous pouvez également utiliser une louche spéciale qui permet de verser le métal par le bas. Enfin, il peut être utile d'inclure un filtre en céramique dans le système de fermeture.

Défauts métallurgiques de coulée
Ce type de défaut de coulée est courant dans les techniques de coulée de l'acier. Vous rencontrerez principalement deux types de défauts métallurgiques.
Larmes chaudes
Les fissures se présentent sous la forme de fentes irrégulières disposées en ramifications. Vous remarquerez peut-être que certaines fissures sont apparentes sans grossissement, alors que d'autres en ont besoin. Lorsque la pièce coulée se refroidit vers la fin de la solidification, des piqûres se produisent.
Des déchirures à chaud apparaissent si le métal de formage n'est pas assez solide pour résister aux contraintes de traction pendant la solidification. Une mauvaise conception du moule est la principale cause des déchirures à chaud. Vous pouvez résoudre efficacement ces problèmes en modifiant le moule pour en améliorer l'affaissement.
Points durs
Les points chauds sont des zones plus difficiles que le reste de la région. Cette situation s'explique par le fait qu'elles se sont refroidies plus rapidement que le matériau environnant. Les zones dures peuvent gêner l'usinage et entraîner une usure accrue de l'outil.
Les points chauds sont la conséquence directe d'un refroidissement insuffisant. Si les points chauds vous préoccupent, deux solutions s'offrent à vous. Tout d'abord, il convient d'adapter la technique de refroidissement. Deuxièmement, vous pouvez envisager de modifier la composition chimique du métal.