In jedem technischen Prozess sind Gussfehler ein häufiges Phänomen. Jeder Ansatz hat bestimmte Grenzen, die zu Fehlern führen. Ein fehlerfreies Gussteil kann durch eine korrekte Konstruktion und Formgebung erreicht werden, aber die meisten Fehler werden durch Kontrollregeln und menschliche Eingriffe verursacht. Wir können Gussfehler mit der richtigen Hilfe vor Ort reduzieren.
Ein gutes Gusserzeugnis weist in der Regel einige Fehler auf. Deshalb arbeitet die Gießereiindustrie daran, diese Fehler zu reduzieren. Zerstörungsfreie Prüfverfahren wie Ultraschall, Radiographie, Magnetpulver, Formeindringung und andere können diese Gussfehler aufdecken. Heute werden wir uns einige typische Gussfehler, ihre Ursachen und ihre Behebung ansehen.
Arten von Gussfehlern
Eine Vielzahl von Faktoren kann viele Arten von Fehlern verursachen. Einige der Abhilfemaßnahmen für eine Art von Fehlern können zu einer anderen Art von Problem führen. In diesem Abschnitt werden die häufigsten Arten von Gussfehlern erläutert, die bei Metallgussverfahren auftreten.

Schrumpfung Gussmängel
Die Erstarrungsschrumpfung tritt auf, wenn das Metall vom flüssigen in den festen Zustand übergeht, während die thermische Kontraktion beim Abkühlen auf Raumtemperatur auftritt. Daher werden in der Studie bei der Konstruktion von Gussteilen Schwindungszuschläge berücksichtigt, um sicherzustellen, dass sie die erforderlichen Abmessungen erreichen.
Stahlguss zum Beispiel schrumpft mit einer Rate von 14 Zoll pro Fuß, was zu grob aussehenden Gussstücken führt. Die Schwindungstoleranzen für verschiedene Metalle sind bekannt, und ein fachkundiger Formenkonstrukteur wird die Schwindung bei der Konstruktion einer Form berücksichtigen.
Schrumpfung kann auch zu Problemen bei Gusserzeugnissen beitragen, z. B. zu Versagen und Undichtigkeit. Manchmal sieht man diese Fehler auf der Gussoberfläche und kann sie durch Farbeindringverfahren oder andere zerstörungsfreie Methoden visuell erkennen. Innere Gussfehler sind oft schwer zu erkennen und erfordern eine Röntgenuntersuchung oder zerstörende Prüfung. Der Begriff \"offene und geschlossene Schwundfehler\" bezieht sich auf beide Arten von Problemen.
Offener Schrumpfungsgießfehler
Wenn das Metall abkühlt und schrumpft, ohne dass genügend Flüssigkeit vorhanden ist, um die Löcher zu füllen, können an der Oberfläche Rohre entstehen, die sich in den Gusskörper hinein erstrecken. In ähnlicher Weise bezeichnet die Studie die Oberflächenfehler als Höhlenfehler oder Senken, die sich über die Oberfläche erstrecken. In beiden Fällen werden die Defekte der Umgebung ausgesetzt, und die Luft ersetzt das geschmolzene Metall.
In den letzten Phasen der Erstarrung kommt es häufig zu Rissen und Brandrissen. Sie können bei plötzlichen Veränderungen der Spannungskonzentration auftreten, z. B. bei einem dünnen Steg, der zwei schwere Teile miteinander verbindet. Sie können auch in prallen Zellen auftreten, in denen sich die Wärme staut, oder wenn es zu einem teilweisen Vorverzug kommt.
Der Anguss, d. h. der Kanal, durch den die Maschine das geschmolzene Metall in die Form gießt, ist die häufigste Ursache für Schwund. Das Metall braucht länger, um sich zusammenzuziehen und an bestimmten Stellen zu erstarren, z. B. an den schwereren Teilen der Form, was die Verfügbarkeit des Speisematerials verringert und die Wahrscheinlichkeit von Schwund erhöht, vor allem, wenn der Eingusskanal für die Durchflussmenge zu eng ist. Ein korrekt bemessener Anguss, der direkt mit dem schweren Teil verbunden ist, kann das Schwindungsloch ausfüllen und das erforderliche Speisematerial liefern, um der Schrumpfung beim Abkühlen des Teils entgegenzuwirken. Darüber hinaus kann die Verwendung eines abgerundeten Angusses anstelle eines flachen oder quadratischen Angusses die Gefahr der Entstehung von Fehlern verringern.
Geschlossene Schrumpfungsgießfehler
Porosität ist einer der häufigsten Fehler in Gussteilen. Die Defekte entstehen durch eingeschlossene Gase im geschmolzenen Metall und durch Schwinden beim Abkühlen des Gussteils. Die häufigste Form der Porosität ist die Schrumpfungsporosität, die in der Regel auf der Oberfläche eines Gussteils als winzige Löcher oder Brüche sichtbar ist. Obwohl diese Löcher kugelförmig zu sein scheinen, haben sie eine eckige Form und es ist wahrscheinlich, dass sich im Inneren verzweigte Risse bilden.
Eine solche Schrumpfung tritt besonders häufig bei dicken, mehrwinkligen Bauteilen auf, wenn das Metall in einem ungleichmäßigen Muster abkühlt und härtet. Porosität kann im Inneren des Gussstücks auftreten, ohne dass dies an der Oberfläche des Teils sichtbar wird. Wenn erstarrtes Metall flüssiges Metall umgibt, kann sich das geschmolzene Metall beim Abkühlen und Schrumpfen nicht hinter der Flüssigkeit füllen, was zu diesem Fehler führt.
Prävention
Wenn Sie einen dünnen oder verjüngten Anguss verwenden, können Sie das geschmolzene Metall spritzen, anstatt es in den Hohlraum zu gießen. In diesem Fall beginnen Teile des Werkstücks zu härten, bevor es die Form ausfüllt. Der Fluss der Schmelze in die Grube sollte so gleichmäßig wie möglich sein, und ein stärker ausgeprägter zentraler Einguss oder eine Anordnung mit mehreren Eingüssen kann dies unterstützen.
Bei diesem Verfahren werden Steigrohre verwendet, um sicherzustellen, dass genügend geschmolzenes Material vorhanden ist, um die Lücken zu füllen, wenn das Bauteil erstarrt und schrumpft. Die Größe der Rippen sollte so gewählt werden, dass sie als letzte gefrieren. Um dies zu erreichen, wird manchmal eine Isolierung hinzugefügt.

Gasporosität
Eingeschlossene Luft und Dämpfe können zu Porosität an der Oberfläche oder im Gussstück führen. Im Gegensatz zur festen Form kann das geschmolzene Metall eine große Menge an gelöstem Gas enthalten, was zu Gasporosität führt. Infolgedessen bilden sich beim Abkühlen der Substanz Gasblasen. Während des Gießens können durch Turbulenzen möglicherweise Gase eingeführt werden. Dieser Fehler tritt auf, wenn das geschmolzene Metall zu schnell in die Form gegossen wird.
Schlechte Entlüftung von Formen und Kernen und unzureichende Trocknung von Formen und Kernen verursachen Gasporosität.
Nadellöcher
Außerhalb des Gussstücks oder unter der Oberfläche der Flocken weisen Sphäroguss oder verdichtetes Gusseisen mit Kugelgraphit, Temperguss und Stahlguss am ehesten Blasen oder Hohlräume auf.
Pinholes können in kleinen Gruppen oder über einen großen Bereich entstehen und jedes Gussteil beschädigen. Sie sind manchmal erst nach der Bearbeitung erkennbar, obwohl sie mit bloßem Auge immer sichtbar sind.
Pinholes können als knotenförmige, blanke Metallblasen oder Blasen mit Graphithäuten oder als ausgedehntere, unregelmäßig geformte Hohlräume erscheinen, gefolgt von Schlacken oder Oxidation.
Offene Löcher
Diese Blaslöcher sind an der Oberfläche des Gipses sichtbar und einfacher zu erkennen als unterirdische Blaslöcher.
Prävention
Vor dem Flüssigguss kann eine gute Formgestaltung die Gasporosität reduzieren oder Stickstoff in die Aluminiumlegierung einspritzen. Das Hippen kann auch verwendet werden, um winzige Mengen an Porosität aus dem Inneren des Gussteils zu entfernen. Bei diesem Verfahren wird das Gussstück in einen Hochtemperaturofen gelegt und in einem Druckbehälter aufbewahrt. Anschließend wird das Gussstück in einem Inertgas, meist Argon, erhitzt, um die porösen Bestandteile durch Anwendung von isostatischem Druck zu entfernen.
Um Metall im Vakuum, in einer Atmosphäre mit schwerlöslichen Gasen oder unter einem Flussmittel, das den Kontakt mit der Luft verhindert, zu schmelzen, müssen erstens ausgezeichnete Flussmittel- und Schmelztechniken eingesetzt werden. Zweitens muss die Gasdurchlässigkeit von gröberen, stärker durchlässigen Sanden erhöht werden. Danach ermöglicht eine erhöhte Durchlässigkeit von Form und Kern das Entweichen von Luft und Gas aus dem Formhohlraum. Schließlich müssen Formen und Kerne vor der Verwendung getrocknet und trocken gehalten werden, und die Metalltemperatur während des Gießens muss gesenkt werden, um die Erstarrung zu beschleunigen.
Fehler beim Gießen von Metallguss
Während des Gießens von Metall in die Form können Fehler auftreten. Ein Fehler beim Gießen von Metall fällt in eine der folgenden Kategorien. Fehlgüsse, Kaltverschlüsse und Einschlüsse sind häufige Fehler beim Gießen von Metall.

Kalt geschlossen
Ein Kaltverschluss ist ein Oberflächenfehler, der als Linie oder Bruch auf der Gussoberfläche mit einer kreisförmigen Kante erscheint. Dieser Fehler ist für das menschliche Auge sichtbar und führt dazu, dass das Gussteil verworfen wird, was zu einer Schwachstelle führt.
Die Ströme geschmolzenen Metalls, die aus zwei Anschnitten in die Form eintreten, treffen sich an einer Kreuzung. Niedrige Temperaturen an der Verbindungsstelle können das Schmelzen behindern, so dass die Ströme vor dem Schmelzen aushärten, was zu einem kalten Verschluss führt.
Ein Mangel an Fließfähigkeit der Schmelze oder ein schlecht konzipiertes Anschnittsystem ist die häufigste Ursache für Kaltverschlüsse. Die einfachste Methode zur Vermeidung harter Schließungen besteht darin, das geschmolzene Metall flüssiger zu machen. Sie können diese Technik auf verschiedene Weise anwenden. Optimieren Sie erstens den Anschnittmechanismus, um enge Querpfade zu reduzieren und die Fließwege kurz zu halten. Zweitens: Erhöhen Sie die Gießtemperatur, um ein vorzeitiges Erstarren zu vermeiden. Drittens: Erhöhen Sie die Gasdurchlässigkeit der Form.
Irrfahrten
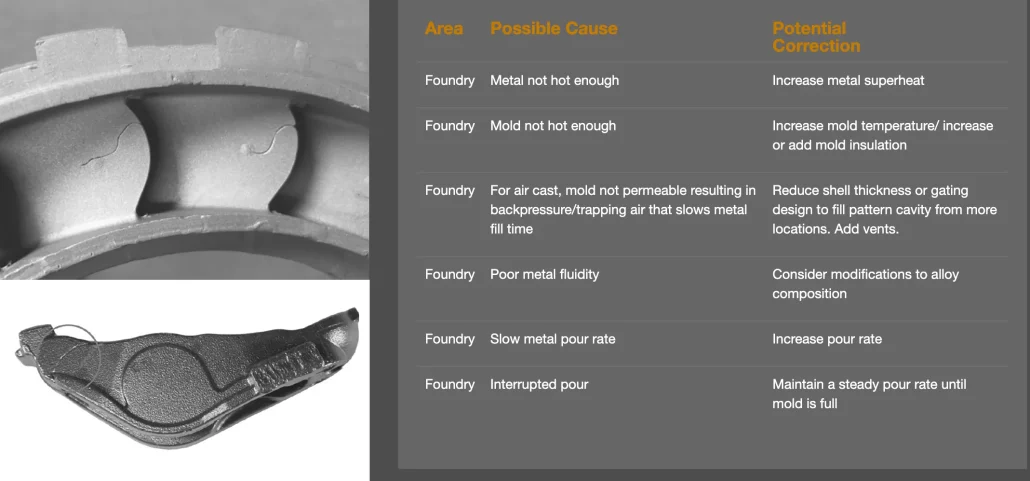
Kaltverschlüsse und Fehlverläufe haben viel gemeinsam. Fehlverläufe treten auf, wenn das flüssige Metall zu kalt ist, um bis zu den Rändern des Formhohlraums zu fließen, bevor es gefriert und aushärtet. Das flüssige Metall füllt die Kammer der Form nicht aus. Die Fehlschüsse sind die Teile der Form, und die Form füllt sie nicht.
Eine vorzeitige Erstarrung tritt aus denselben Gründen auf wie ein Kaltverschluss. Überprüfen Sie die Konstruktion der Form, das Anschnittsystem und die Fließfähigkeit des geschmolzenen Metalls, wenn Sie Fehlausführungen haben.
Kalte Schüsse
Wenn eine Flüssigkeit beim Gießen spritzt, können feste Kügelchen entstehen. Diese Kügelchen bleiben im Gussstück hängen, wenn sie gefrieren. Der Prozess bildet kalte Schüsse wie eine Kugel, einen Tropfen oder eine Perle und verbindet sich nur mit dem Metall.
Erwägen Sie eine Änderung des Gießverfahrens, um Turbulenzen zu verringern, und eine Anpassung des Anschnittsystems, um die Anschnittgeschwindigkeit zu verringern und Spritzer und kalte Schüsse zu vermeiden.
Eingliederung
Auf der Gussoberfläche können Sie diese ungleichmäßigen Metallkrusten beobachten. Der Schorf ist nur wenige Zentimeter dick und dennoch mit bloßem Auge sichtbar. Scharfe Kanten, unregelmäßige Formen und eine starke Verbindung mit dem Gussstück sind gemeinsame Merkmale.
Schorf und Rattenschwänze sind eng miteinander verbunden und treten oft gemeinsam auf. Bei diesem Verfahren wird normalerweise der Schorf entfernt, um einen Rattenschwanz freizulegen. Wenn geschmolzenes Metall, das Schlackenpartikel enthält, in die Formhohlräume eingespritzt wird und aushärtet, kommt es zu Schlackeneinschlüssen.
Sie können Schlackeneinschlüsse durch eine einfache Änderung vermeiden. Bevor Sie das geschmolzene Metall in den Formhohlraum geben, entfernen Sie alle Schlackenpartikel.
Sie können Schlackenmetall entfernen, indem Sie es in einem Vakuum oder einer inerten Umgebung mit Flussmittel behandeln. Außerdem können Sie dies erreichen, indem Sie dem Gemisch Chemikalien hinzufügen, damit die Schlacke nach oben schwimmt, wo sie vor dem Gießen leicht zu erkennen und zu entfernen ist. Alternativ können Sie auch eine spezielle Schöpfkelle verwenden, die das Metall von unten ausgießt. Schließlich kann es von Vorteil sein, einen Keramikfilter in das Anschnittsystem einzubauen.

Metallurgische Gussfehler
Diese Art von Gussfehlern ist in der Stahlgusstechnik weit verbreitet. Es gibt zwei Arten von metallurgischen Fehlern, die man am häufigsten findet.
Heiße Tränen
Risse erscheinen als ungleichmäßige Risse, die in einem verzweigten Muster angeordnet sind. Sie werden feststellen, dass einige Risse auch ohne Vergrößerung erkennbar sind, während für andere eine solche erforderlich sein kann. Wenn das Gussteil gegen Ende der Erstarrung abkühlt, entstehen Schüsse.
Heißrisse treten auf, wenn das formgebende Metall nicht stark genug ist, um den Zugspannungen während der Erstarrung standzuhalten. Die Hauptursache für Warmrisse ist ein schlechtes Formdesign. Sie können diese Probleme effizient lösen, indem Sie die Form modifizieren, um die Einfallfähigkeit zu verbessern.
Harte Flecken
Hot Spots sind Bereiche, die schwieriger sind als der Rest der Region. Dies ist darauf zurückzuführen, dass sie schneller abkühlen als das umgebende Material. Harte Bereiche können die Bearbeitung behindern und zu einem erhöhten Werkzeugverschleiß führen.
Heiße Stellen sind eine direkte Folge von unzureichender Kühlung. Wenn Sie über heiße Stellen besorgt sind, gibt es zwei Möglichkeiten. In erster Linie sollten Sie die Kühltechnik anpassen. Zweitens können Sie die chemische Zusammensetzung des Metalls ändern.