Die Casting Process is a standard manufacturing technology common in every industry. This die-casting process may vary in different methods and technology depending on the complex shape and structure.
This guide will illustrate a brief knowledge of the die-casting processes, their types, applications, and pros & cons.
What is die casting?
Die casting is a kind of metal casting that involves pushing molten metal into a mold chamber under high pressure. Precision toolmakers machine two hardened steel dies—the cover die half (stationary) and the ejector die half (movable)—which operate similarly to an injection mold to form the mold cavity along a parting line. Non-ferrous metals, such as zinc, copper, aluminum, magnesium, lead, pewter, and tin-based alloys, make up most die castings. Manufacturers employ a hot-chamber or cold-chamber machine depending on the specific alloy’s melting point and chemical properties.
Die Casting Process
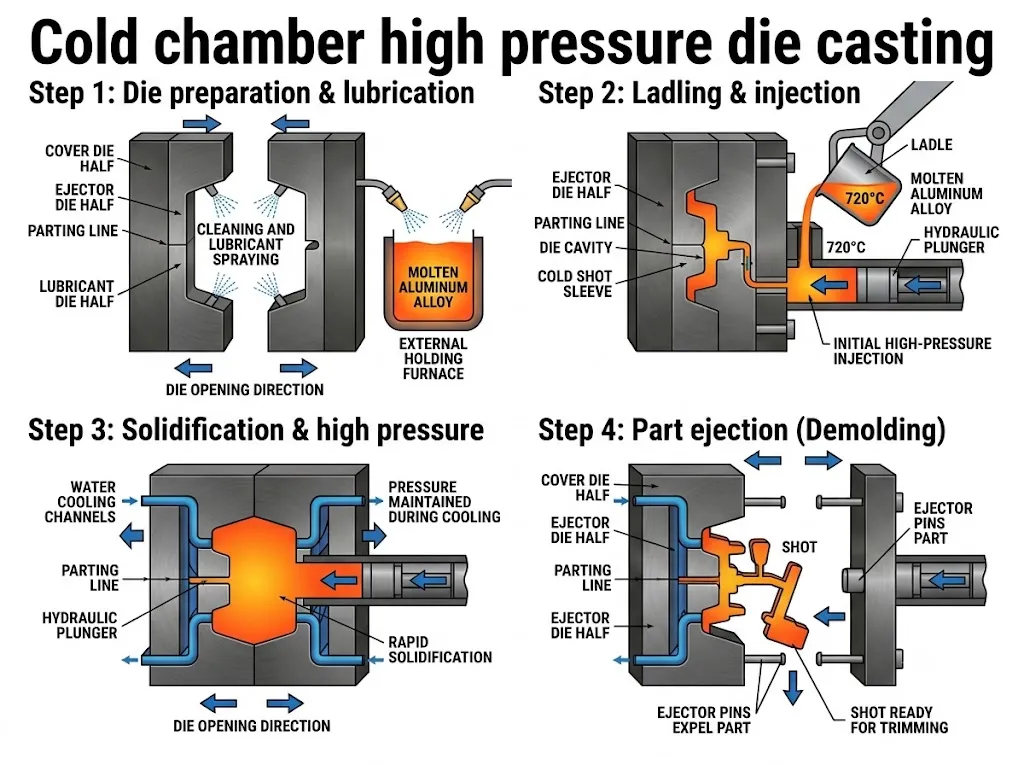
The standard pressure die-casting process consists of four fundamental steps to ensure high dimensional accuracy and superior surface finish:
1. Die Preparation and Lubrication: Before each cycle, the mold cavity is cleaned and sprayed with a release agent. Applying high-performance lubricants like AMINO Die Casting Release Agent helps regulate mold temperatures, prevents molten metal from soldering to the steel die, and facilitates seamless demolding without surface defects.

2. Injection and Rapid Filling: Raw metal is melted in a holding furnace or crucible. A hydraulic or pneumatic plunger forces a measured shot of molten metal through a runner system into the sealed die cavity at high pressure, typically between 10 to 175 MPa (1,500 to 25,400 psi). This high-velocity injection rapidly fills thin-walled and intricate sections before solidification begins, preventing surface discontinuities or misruns.
3. Solidification and Ejection (Demolding): High pressure is maintained on the liquid metal as it rapidly cools and solidifies within the water-cooled die. Once solidified, the die halves separate. Driven by an ejector plate, uniform ejector pins in the movable ejector die push the hardened shot out of the cavity to complete the demolding process.
4. Trimming and Finishing: After demolding, secondary operations separate scrap metal—such as sprues, runners, gates, and flash—from the useful component. The machine typically performs this step using specialized trimming or dressing dies. Additional secondary machining processes, including sawing, grinding, drilling, and polishing, may be applied to achieve final dimensional specifications.
Finally, completed parts undergo quality inspection to verify structural integrity and detect common casting defects such as shrinkage porosity, cold shuts, or gas entrapment.
Types of Die Casting Process
The kinds of die-casting techniques vary depending on the investment and production costs. Every die-casting business employs a diverse range of die-casting techniques. The most popular die-casting types will be discussed in the following sections.
The hot chamber die-casting process
In a hot chamber die-casting process (also known as a gooseneck machine), the injection mechanism is submerged directly in a pool of molten metal within an attached holding furnace. At the start of the cycle, the piston retracts, allowing liquid metal to flow into the gooseneck chamber.
A pneumatic or hydraulic plunger squeezes the metal out of the gooseneck and forces it into the die cavity. This technique delivers high production speeds (up to 15 cycles per minute) and easy automation. However, it is restricted to low-melting-point alloys—such as zinc, tin, and lead—because higher-melting metals like aluminum would attack and dissolve the submerged steel plunger and gooseneck components.
Application
Hot chamber die casting is ideal for high-volume manufacturing of small to medium-sized precision components, including zinc zippers, gears, electronic connectors, automotive door handles, lock housings, and decorative hardware.
The cold chamber die-casting process
In the cold chamber die-casting method, metal is melted in a separate standalone furnace. An automated ladle or operator transfers a precise quantity of molten metal into an unheated shot sleeve (injection cylinder). A hydraulic or mechanical plunger then drives the metal under pressure into the mold cavity.
Due to the necessity to manually or automatically ladle molten metal into the cold chamber before every shot, cycle times are slightly longer than in hot-chamber machines.
Cold chamber die-casting machines are available in both vertical and horizontal configurations. Vertical machines are typically compact, whereas horizontal machines represent the industry standard across various tonnage ratings.
Application:
Cold chamber die casting keeps the injection mechanism separate from the melt, making it the preferred method for alloys with higher melting points—such as aluminum, magnesium, and copper/brass. Typical applications include automotive engine blocks, transmission cases, electronic housings, power tool casings, and structural components for portable gadgets.
The low-pressure die-casting process
As with high-pressure die casting, operators mount the die halves to fixed and moving platens, but the machine is oriented vertically. A hermetically sealed holding furnace containing molten metal is situated directly underneath the stationary platen.
Applying low air pressure (typically up to 1 bar or 20–100 kPa) to the furnace vessel forces the molten metal (usually aluminum or magnesium) upward through a vertical riser tube into the mold chamber above. Permanent steel dies are most common, though sand molds are also feasible in specialized low-pressure setups.
The upward laminar flow fills the cavity from the bottom up against gravity, minimizing turbulence. Pressure is held until the part solidifies, allowing continuous feeding from the riser tube to compensate for volumetric shrinkage and prevent internal voids.
Application:
The automotive industry relies heavily on low-pressure die casting to manufacture high-strength, structural aluminum components such as vehicle wheels, suspension arms, and critical engine parts requiring maximum density and heat treatment capabilities.
The vacuum die-casting process
Vacuum Die Casting is an advanced variation of conventional high-pressure die casting. A vacuum pump evacuates air and gases from the sealed die cavity prior to and during injection. This technique—also called Vacuum-assisted High-pressure Die Casting (VHPDC)—is designed specifically to eliminate gas porosity caused by air entrapment.
By drastically reducing internal porosity, parts produced via vacuum die casting can undergo subsequent heat treatment and welding without surface blistering.
Application:
Vacuum die casting is widely utilized in sectors demanding high structural integrity and pressure tightness, including automotive chassis structures, aerospace components, defense equipment, marine hardware, and high-load industrial assemblies.
Squeeze die-casting process
Squeeze casting combines the benefits of traditional casting and forging processes. Molten metal is injected at low velocity into an open die, and ultra-high hydraulic pressure is applied as the die closes and the metal solidifies. This eliminates all gas and shrinkage porosity, resulting in exceptional mechanical properties and fine grain structures.
Application
Squeeze casting is commercially successful for manufacturing high-stress, thick-walled aluminum and magnesium parts, including automotive control arms, pistons, alloy wheels, military mortar shells, and heavy-duty bracketry.
The semi-solid die-casting process
Semi-solid metal casting (SSM), or thixoforming, is a near-net-shape variation of die casting that processes metal in a semi-solid state between its liquidus and solidus temperatures. The process relies on thixotropic fluid behavior: the semi-solid slurry flows like a liquid when sheared during injection, but thickens and stabilizes when stationary.
This laminar, non-turbulent filling prevents air entrapment, reduces thermal shock on the die, and produces dense, high-strength castings with minimal shrinkage.
Application
Semi-solid casting is specified for critical high-end applications in aluminum, magnesium, and copper alloys. Typical parts include aerospace structural fittings, medical device housings, defense components, engine mounts, air manifolds, and pressure containment valves.
Gravity die casting vs. pressure die casting
Both Gravity Die Casting (GDC) and Pressure Die Casting (PDC) utilize reusable metal molds (dies) to shape non-ferrous alloys such as aluminum, zinc, magnesium, and copper. The primary distinction lies in how the molten metal enters and fills the mold cavity.
In Gravity Die Casting, molten metal is poured from above (using ladles) and fills the die solely under the force of gravity from the bottom up. In Pressure Die Casting, a plunger forces molten metal into the cavity under extreme hydraulic pressure (1,500 to 25,400 psi) and maintains that pressure until solidification is complete, enabling faster cycle times and thinner wall capabilities.