あらゆるエンジニアリング・プロセスにおいて、鋳造欠陥は頻繁に発生する。どのようなアプローチにも、欠陥の原因となる一定の限界があります。適切な設計と造型によって欠陥のない鋳造を達成することはできますが、管理規則と人の介在がほとんどの欠陥を引き起こします。鋳造の欠陥は、適切なサポートがあれば減らすことができます。
一般的に、良い鋳物製品にはいくつかの欠陥があります。そのため、鋳造事業ではこれらの欠陥を減らす努力をしています。超音波検査、X線検査、磁粉探傷検査、金型貫通検査などの非破壊検査技術により、これらの鋳造欠陥を検出することができます。本日は、いくつかの典型的な鋳造欠陥とその原因、およびその修正方法について説明します。
鋳造欠陥の種類
さまざまな要因がさまざまな種類の欠陥を引き起こす可能性がある。ある種類の欠陥に対する改善策の中には、別の種類の問題を引き起こすものもあります。このセクションでは、金属鋳造プロセスで遭遇する最も一般的なタイプの鋳造欠陥について説明します。

収縮鋳造の欠陥
凝固収縮は、金属が液体から固体に変化するときに発生し、熱収縮は室温まで冷却するときに発生する。そのため、鋳造部品の設計には、必要な寸法を確保するために、収縮の許容範囲も含めて検討します。
例えば、鋳鋼は1フィートあたり14インチの割合で収縮し、粗い外観の鋳物になります。異なる金属の収縮公差は知られており、専門の鋳型設計者は鋳型を作る際に収縮を考慮します。
収縮はまた、鋳造品に不具合や漏れを生じさせることもある。鋳造品の表面にこうした欠陥が見られることがあり、染色浸透探傷剤やその他の非破壊的な方法で目視で確認することができます。鋳物内部の欠陥は検出が難しいことが多く、X線検査や破壊検査が必要です。開放収縮欠陥と閉鎖収縮欠陥」という用語は、両方のタイプの問題を指します。
オープン収縮鋳造欠陥
金属が冷えて収縮し、穴を埋めるのに十分な液体がない場合、表面にパイプが発生し、鋳物本体にまで伸びることがある。同様に、この研究では表面の欠陥を、鋳巣や鋳肌上に広がる陥没と呼んでいる。どちらの場合も欠陥を環境にさらし、溶融金属を空気で置換する。
凝固の最終段階では、亀裂や焼け焦げがよく見られる。応力集中の急激な変化、たとえば2つの重い部分をつなぐ薄いウェブのような箇所で見られることがある。また、熱のたまったふくよかなセルや、部分的な抜き勾配がある場合にも発生することがある。
機械が溶融金属を鋳型に流し込む経路である鋳造スプルーは、最も頻繁に発生する収縮の原因である。鋳型の重い部分など特定の場所では、金属が収縮して凝固するのに時間がかかるため、供給材料の利用可能性が低下し、収縮の可能性が高まりますが、これは主にスプルーが流動量に対して狭すぎる場合です。重い部分に直接接続された正しいサイズのスプルーは、収縮孔を満たし、部分が冷却する際に収縮に対抗するために必要な供給材料を供給することができます。さらに、スプルーに平らなゲートや四角いゲートではなく、丸みを帯びたゲートを使用すると、欠陥が発生する可能性が低くなります。
閉じた収縮鋳造欠陥
ポロシティは鋳造品で最も一般的な欠陥の1つであり、欠陥は溶融金属中に閉じ込められたガスと鋳造品が冷却する際の収縮に起因します。ポロシティの最も頻繁な形態は引け巣で、通常、鋳造部品の表面に小さな穴や割れ目として見られます。これらの穴は一見球形に見えるが、角ばった形をしており、内部で枝分かれした亀裂に発展する可能性が高い。
このような収縮は、金属が不均一なパターンで冷え固まる厚い多角形部品に特によく見られる。鋳物の内部では、部品の表面には現れずに、空隙が生じることがある。凝固した金属が液体金属を取り囲んでいる場合、溶融金属が冷却収縮する際に液体の後ろに充填することができず、このような欠陥が生じる。
予防
薄いスプルーや先細りのスプルーを使用すると、溶融金属をキャビティに流し込む代わりにスプレーすることがあります。この場合、ワークピースの一部が鋳型に充填される前に硬化し始めます。ピットへの溶湯の流れはできるだけ一定であるべきで、中央のスプルーや複数のスプルーをより目立つように配置すると、これを助けることができます。
この工程では、部品が凝固して収縮する際に、隙間を埋めるのに十分な溶融材料を保証するためにライザーを利用する。リブの大きさは、最後に凍るようにする。そのために断熱材を入れることもある。

ガス気孔率
閉じ込められた空気や蒸気は、鋳物の表面や内部に気孔を生じさせることがある。固体状とは異なり、溶融金属は多量の溶存ガスを保持し、その結果ガス気孔が生じることがある。その結果、物質が冷えるとガス気泡が発生する。鋳造工程では、乱流によってガスが混入する可能性がある。この欠陥は、溶融金属を鋳型に入れる速度が速すぎる場合に発生する。
鋳型や中子のガス抜きが不十分で、鋳型や中子の乾燥が不十分なため、ガスポロシティが発生する。
ピンホール
鋳物の外側、または薄片の表面より下に気泡や空隙が発生しやすいのは、ノジュラー鋳鉄や圧縮黒鉛鋳鉄、可鍛鋳鉄、鋳鋼鋳物である。
ピンホールは小さな集団で発生することもあれば、広い範囲に渡って発生し、鋳造部分を損傷することもある。ピンホールは常に肉眼で見ることができますが、加工後でないとわからないこともあります。
ピンホールは、結節状の裸の金属の気泡やグラファイトの皮を持つ気泡として現れることもあれば、スラグや酸化に続いて、より広範な不規則形状の空洞として現れることもある。
オープンホール
これらのブローホールは、地中にあるブローホールよりも地表に見えやすく、見つけやすい。
予防
液体注湯の前に、優れた鋳型設計によりガス気孔を減少させたり、アルミニウム合金に窒素を注入したりすることがあります。ヒッピングは、鋳物の内部から微量の気孔を除去するために使用されることもあります。この手法では、鋳物を高温炉に入れ、加圧容器に収容します。その後、鋳物を不活性ガス(最も頻繁にはアルゴン)中で加熱し、静水圧を加えて多孔質成分を除去します。
真空中、溶解度の低いガスを含む雰囲気中、あるいは大気との接触を抑制するフラックス下で金属を溶解するには、第一に、優れたフラックス技術と溶解技術を含める。第二に、より粗い、より透過性の高い砂のガス透過性を高める。次に、鋳型と中子の通気性を高めることで、空気とガスを鋳型の空洞から逃がす。最後に、使用前に鋳型と中子を乾燥させ、乾燥状態を保ち、鋳造中の金属温度を下げて凝固のペースを上げる。
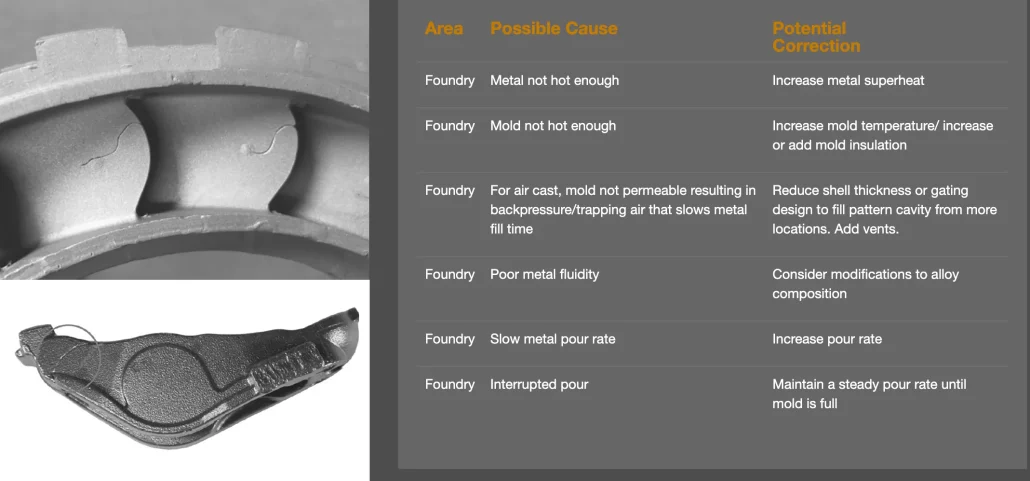
注湯不良
鋳型に金属を流し込む際に、欠陥が発生することがあります。注湯欠陥は、以下のカテゴリのいずれかに分類されます。ミスラン、コールド・シャット、介在物は一般的な注湯欠陥です。

コールド・シャット
コールド・シャットとは、鋳物表面に円形のエッジを持つ線または亀裂として現れる表面欠陥のことである。この欠陥は人間の目にも明らかで、鋳造品の不合格の原因となり、結果として弱い部分ができてしまう。
2つのゲートから金型に入る溶融金属の流れは、接合部で合流する。接合部の温度が低いと溶融が妨げられ、溶融する前に流れが固まってしまい、コールドシャットになることがあります。
溶湯の流動性不足またはゲートシステムの設計不良が、コールド・シャットの最も一般的な原因である。ハードクローズを避ける最も簡単な方法は、溶湯をより流動的にすることである。この手法には様々な方法がある。第一に、ゲート機構を最適化して、狭い交差通路を減らし、流路を短く保つ。第二に、早期凝固を避けるため、注湯温度を上げる。第三に、鋳型のガス透過性を高める。
ミスラン
コールドクローズとミスランには多くの共通点がある。ミスランは、液体金属が凍結して固まる前に、冷たすぎて金型のキャビティ・エッジまで流れない場合に起こる。液体金属は金型のチャンバーに充填されない。ミスランは金型の部分であり、金型はそれを満たさない。
早期凝固はコールド・シャットと同じ理由で起こる。ミスランが発生した場合は、金型の設計、ゲートシステムの設計、溶湯の流動性をチェックしてください。
コールドショット
注湯中に液体が飛散した場合、固形球が発生することがある。この球が凍ると鋳物に巻き込まれる。このプロセスは、ボール、ドロップ、または真珠のようなコールドショットを形成し、金属にのみ接続します。
乱流を減少させるために注湯工程を変更し、飛散やコールドショットを避けるためにゲート速度を下げるようにゲートシステムの設計を微調整することを検討する。
インクルージョン
鋳物の表面には、このような凸凹した金属片が観察されることがある。かさぶたの厚さはわずか数センチだが、肉眼で見ることができる。鋭利なエッジ、不規則な形状、鋳物との強い結合が共通の特徴である。
かさぶたとネズミの尻尾は密接な関係があり、しばしば一緒に発生する。この工程では通常、スキャブを除去してラットテイルを露出させる。スラグ粒子を含む溶湯が鋳型の空洞に注入されて固まると、スラグ巻き込みが発生する。
簡単な変更でスラグの巻き込みを避けることができる。溶融金属を金型キャビティに入れる前に、スラグ粒子を取り除きます。
スラグメタルは、真空または不活性環境でフラックスで処理することで除去できる。さらに、混合物に化学薬品を加えてスラグを上部に浮き上がらせ、注湯前にスラグを検出して除去しやすくすることもできる。あるいは、金属を底から注ぐ特殊な柄杓を使うこともできる。最後に、セラミック・フィルターをゲート・システムに組み 込むことも有効である。

冶金鋳造の欠陥
この種の鋳造欠陥は、鋼の鋳造技術で広く見られます。ほとんどの場合、2種類の冶金学的欠陥に出くわす。
熱い涙
ひび割れは、枝分かれ状に並んだ不揃いな亀裂として現れる。拡大鏡を使わなくてもわかる亀裂もあれば、拡大鏡が必要な亀裂もあります。凝固が完了し、鋳物が冷えると、ショットが発生します。
成形金属が凝固時の引張応力に耐えるだけの強度がない場合、熱間引裂が発生する。金型の設計不良がホット・ティアーの主な原因です。金型を改良して崩壊性を高めることで、これらの問題を効率的に解決することができます。
ハードスポット
ホットスポットは、他の地域よりも難しい地域である。このような状況は、周囲の材料よりも速く冷却されたためです。硬い領域は加工を妨げ、工具摩耗の増加につながる可能性がある。
ホットスポットは冷却不足の直接的な結果です。ホットスポットが気になる場合、2つの選択肢がある。まず第一に、冷却技術を調整する。第二に、金属の化学組成を変えることを検討する。